Продление срока службы фрезерных оправок: уход, зажим и рекомендации
- Введение
- Рекомендации по эксплуатации патронов
- Зажим инструмента в гидравлический патрон
- Основные шаги по уходу за фрезерными оправками
- Неисправности оправок, при которых рекомендуется замена
- Заключение
Введение
Фрезерные оправки и инструментальные держатели играют ключевую роль в обеспечении точности, стабильности и долговечности металлообрабатывающего оборудования. От их состояния напрямую зависят качество обработки деталей, ресурс режущего инструмента и общая эффективность производства.
Пренебрежение правилами эксплуатации и ухода приводит к ускоренному износу, появлению вибраций, потере точности, повреждению шпинделя и дополнительным затратам. Регулярное обслуживание фрезерных оправок позволяет оптимизировать их использование, снизить простои и повысить безопасность работы на станке.
Рекомендации по эксплуатации патронов
Чтобы избежать неисправностей и повреждений фрезерных патронов, важно соблюдать правильную последовательность зажима и извлечения инструмента. Ниже приведены рекомендации по корректной установке инструмента в цанговый патрон ER и гидравлический патрон .
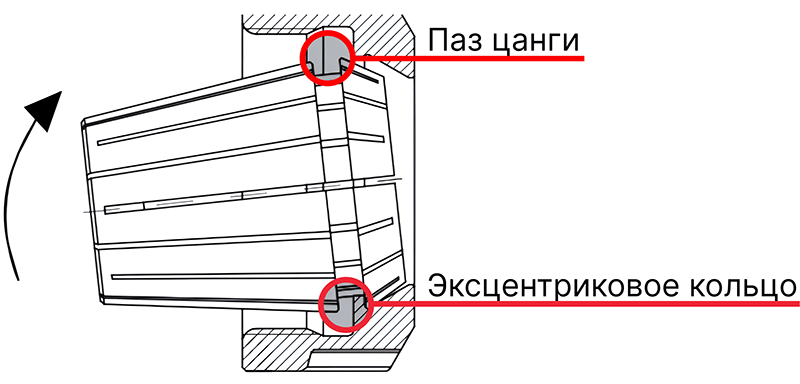
Установка ER цанги в патрон
-
Вставьте паз цангу в эксцентриковое кольцо зажимной гайки.
-
Надавите на цангу в направлении, указанном стрелкой, до щелчка.
-
Установите инструмент и закрутите гайку в патроне.
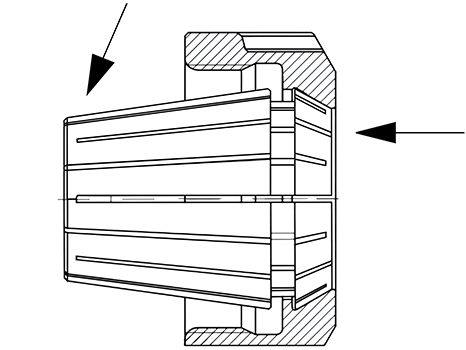
Извлечение ER цанги из патрона
-
Открутить гайку с патрона.
-
Одновременно надавите на лицевую и боковую часть цанги в направлении стрелок.
-
Извлечь цангу из патрона.
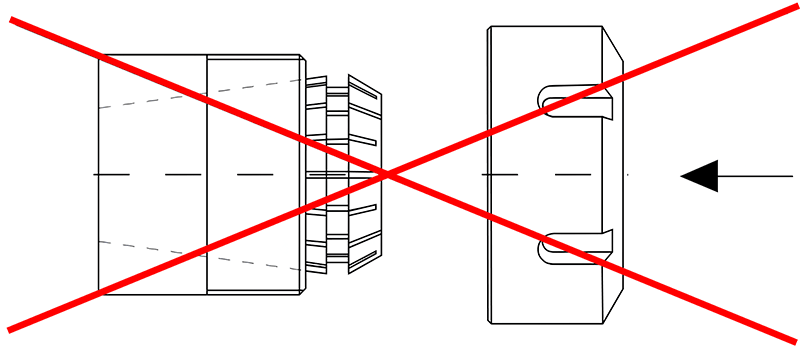
Рекомендации
-
Сначала устанавливайте цангу в гайку, и только после этого фиксируйте её в патроне.
-
Не затягивайте гайку с цангой без установленного инструмента.
-
Затягивайте гайку динамометрическим ключом.
Помните: неправильная сборка может привести к необратимому нарушению концентричности цанги и повреждению зажимной гайки.
Рекомендуемый момент затяжки ER гаек
| Цанга | Размер резьбы | Max, Nm |
|---|---|---|
| ER8M | M10x0.75 | 12 |
| ER11M | M13x0.75 | 25 |
| ER16M | M19x1.0 | 35 |
| ER16 | M22x1.5 | 75 |
| ER20 | M25x1.5 | 100 |
| ER25 | M32x1.5 | 140 |
| ER32 | M40x1.5 | 150 |
| ER40 | M50x1.5 | 200 |
Зажим инструмента в гидравлический патрон
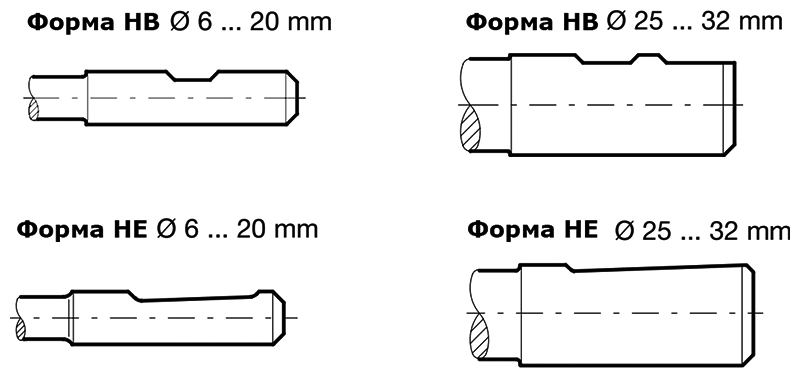
Для корректной работы гидравлического патрона следует использовать инструмент с цилиндрическим хвостовиком, выполненный с допуском h6 . Инструмент с хвостовиком DIN 6535 HE (Whistle Notch) и DIN 1835 (Weldon HB) рекомендуется использовать с переходными втулками, чтобы не повредить зажимное отверстие патрона.
Хвостовик инструмента должен быть без заусенцев, стружки и загрязнений.
Перед установкой инструмента необходимо отчистить отверстие гидропластового патрона от любых загрязнений.
При зажиме инструмента, проверьте, что соблюдается минимальная длина зажима в патроне (L min):
Внутренний диаметр ø, мм L min, мм L max, мм
| Внутренний диаметр ∅, мм | L min, мм | L max, мм |
|---|---|---|
| 6 | 27.5 | 37.5 |
| 8 | 27.5 | 37.5 |
| 10 | 32.5 | 42.5 |
| 12 | 37.5 | 47.5 |
| 14 | 37.5 | 47.5 |
| 16 | 42.5 | 52.5 |
| 20 | 42.5 | 52.5 |
| 25 | 51.0 | 61.0 |
| 32 | 51.0 | 65.0 |
Помните: несоблюдение минимальной длины зажима может привести к потере точности, максимально допустимого крутящего момента, повреждению инструмента и патрона.
Дополнительные рекомендации
- При затяжке инструмента в гидравлическом патроне не прилагайте чрезмерных усилий. Зажимной винт следует закручивать вручную шестигранным ключом до упора. Максимальный момент затяжки — 10 Нм.
- Не закручивайте винт с помощью электроотверток и не используйте удлинители.
- Не зажимайте гидравлический патрон без установленного инструмента, это приведет к повреждению зажимной втулки патрона.
- Оптимальный диапазон температур при работе с гидравлическим патроном — от 10 до 50°C.
- После окончания работы гидравлический патрон следует хранить только в разжатом состоянии и очищенным от СОЖ, стружки и грязи.
Основные шаги по уходу за оправками
-
Очистка
Регулярная очистка является основой долговечной работы оправок. Накопление стружки, СОЖ, масла и пыли приводит к износу и снижению точности.
- После каждого использования снимите цангу или инструмент, продуйте сжатым воздухом для удаления стружки и грязи – особое внимание уделяйте пазам и внутренним полостям.
- Используйте мягкую ткань без ворса, неагрессивные растворители или специальные средства для удаления стойких загрязнений.
- После очистки полностью высушите патрон и его компоненты (гайки, цанги, втулки), чтобы предотвратить ржавчину.
- Для шпинделей и конусов отверстий используйте специальные оправки для очистки конуса .

-
Замена изношенных компонентов
Своевременно меняйте изношенные цанги , зажимные гайки , втулки . Эксплуатация поврежденных частей может вызвать ослабление фиксации инструмента, снижение точности обработки и возникновение биения. При появлении этих начальных признаков проверьте состояние элементов на износ.
-
Хранение
Храните фрезерные оправки в чистых, сухих и непыльных условиях — в специализированных стойках или шкафах.
Неисправности оправок, при которых рекомендуется замена
- Биение . Превышение допустимых значений вызывает вибрации и ускоренный износ инструмента. Если очистка не помогает, требуется замена.
- Неравномерный зажим . Проявляется в слабой фиксации инструмента, скольжении или нестабильности. Чаще всего связано с износом зажимных элементов.
- Ржавчина . Коррозия на контактных поверхностях ослабляет зажим, вызывает вибрации. Легкую ржавчину можно удалить, но при глубокой коррозии или структурных повреждениях замена обязательна.
Заключение
Срок службы фрезерных оправок напрямую зависит от правильной установки инструмента, соблюдения рекомендуемых моментов затяжки, чистоты и регулярного ухода. Своевременная очистка, контроль состояния зажимных элементов и корректное хранение позволяют сохранить точность, снизить вибрации и избежать преждевременного износа оснастки и станочного оборудования.