Вращающиеся токарные центры: конструкция, выбор и применение
- Что такое вращающийся токарный центр
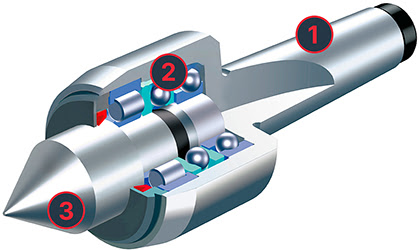
- Конструкция и ключевые элементы
- Как выбрать токарный центр: основные параметры
- Типы вращающихся центров
- Центрирование заготовки: важные нюансы
- Заключение
- Конус Морзе — стандартизированный хвостовик, обеспечивающий надежное крепление в пиноли задней бабки станка. Размеры конуса должны соответствовать параметрам станка.
- Подшипниковый узел обеспечивает свободное вращение центра и воспринимает осевые/радиальные нагрузки.
- Наконечник изготавливается из закаленной стали или твердого сплава. Контактирует с заготовкой, передавая усилие.
- Размер конуса Морзе. Должен соответствовать техническим параметрам станка: КМ1-КМ6.
- Грузоподъемность. Значение этого параметра имеет решающее значение, поскольку он представляет собой максимальную нагрузку, которую способен безопасно выдержать токарный центр.
- Точность биения. При выборе токарных центров обращайте внимание на точность биения, особенно если она критична для ваших задач. Для высокоточных работ допустимое значение биения должно быть ≤0,005 мм.
- Тип наконечника. Короткий — для повышенной жесткости, длинный — для лучшей проходимости режущего инструмента, грибковый — для фиксации полых деталей.
Что такое вращающийся токарный центр
Вращающийся токарный центр — это элемент оснастки токарного станка, предназначенный для фиксации и поддержки заготовки во время обработки. В отличие от неподвижных центров, он оснащен подшипниковым узлом, что позволяет наконечнику вращаться синхронно с деталью. Это снижает трение, нагрев и износ, повышая точность и качество обработки.
Конструкция и ключевые элементы
Как выбрать токарный центр: основные параметры
Типы вращающихся центров
1. Короткий наконечник (60°) обеспечивает максимальную жесткость и высокую грузоподъемность – оптимально для базовых токарных операций.

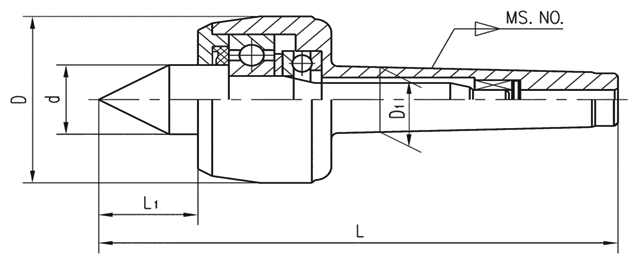
| Конус Морзе | L (мм) | D (мм) | L 1 (мм) | d (мм) | D 1 (мм) | Макс. нагрузка (кг) | Скорость (об/мин) | Биение (мм) |
|---|---|---|---|---|---|---|---|---|
| MS1 | 114 | 36 | 17 | 15 | 12,065 | 100 | 7000 | 0,01 |
| MS2 | 129 | 45 | 24 | 20 | 17,78 | 200 | 7000 | 0,005 |
| MS3 | 151,5 | 50 | 27,5 | 22 | 23,825 | 400 | 6300 | 0,005 |
| MS4 | 205 | 70 | 41 | 32 | 31,267 | 800 | 3800 | 0,005 |
| MS5 | 258,5 | 90 | 50,5 | 40 | 44,399 | 2000 | 3000 | 0,005 |
| MS6 | 334 | 105 | 57,5 | 50 | 63,348 | 3500 | 2600 | 0,01 |
2. Длинный наконечник обеспечивает меньшую жесткость и способен выдерживать меньший вес заготовки, но служит оптимальным решением, когда необходима геометрическая проходимость инструмента.

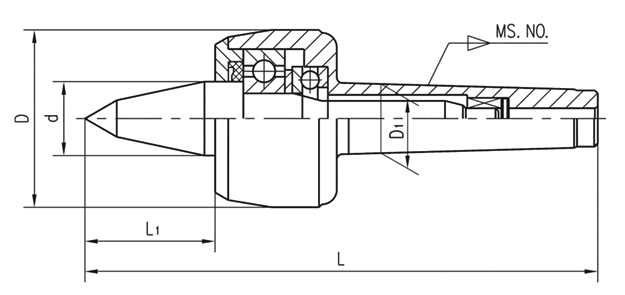
| Конус Морзе | L (мм) | D (мм) | L 1 (мм) | d (мм) | D 1 (мм) | Макс. нагрузка (кг) | Скорость (об/мин) | Биение (мм) |
|---|---|---|---|---|---|---|---|---|
| MS1 | 124 | 36 | 27 | 15 | 12,065 | 80 | 7000 | 0,01 |
| MS2 | 139 | 45 | 34 | 20 | 17,78 | 140 | 7000 | 0,005 |
| MS3 | 176,5 | 60 | 47 | 25 | 23,825 | 400 | 5000 | 0,005 |
| MS4 | 217 | 70 | 53 | 32 | 31,267 | 500 | 3800 | 0,005 |
| MS5 | 273 | 90 | 65 | 40 | 44,399 | 1200 | 3000 | 0,005 |
| MS6 | 354,5 | 105 | 78 | 50 | 63,348 | 2500 | 2600 | 0,01 |
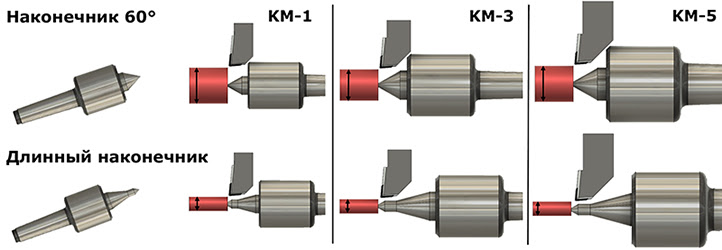
Сравнение геометрической проходимости инструмента между двумя центрами
3. Грибковый центр предназначен для заготовок с большими отверстиями (трубы, кольца), а также для полых заготовок. Имеет расширенную опорную шляпку, равномерно распределяющую нагрузку.

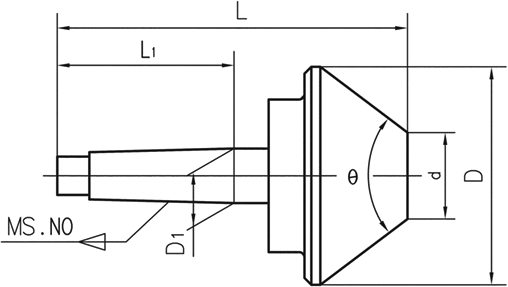
| Конус Морзе | L (мм) | L 1 (мм) | D (мм) | D 1 (мм) | d (мм) | Угол (°) |
|---|---|---|---|---|---|---|
| MS2 | 132 | 64 | 60 | 17,78 | 20 | 60 |
| MS2 | 135 | 64 | 61,9 | 17,78 | 12,7 | 70 |
| MS3 | 152 | 81 | 76,2 | 23,825 | 19 | 70 |
| MS4 | 232 | 102,5 | 160 | 31,267 | 40 | 60 |
| MS5 | 252 | 129,5 | 200 | 44,399 | 40 | 75 |
| MS6 | 320 | 182 | 200 | 63,348 | 40 | 75 |
Центрирование заготовки: важные нюансы
Для обеспечения безопасной, надежной и точной фиксации заготовки всегда сверлите центровые отверстия на рекомендуемую глубину. Неправильная глубина сверления – слишком мелкая или слишком глубокая — приведет к неправильной фиксации, что может вызвать дисбаланс заготовки.

Заключение
Вращающиеся токарные центры — это важный элемент оснастки, обеспечивающий точную, стабильную и безопасную фиксацию заготовки при обработке. Правильный выбор типа наконечника, биения и грузоподъемности позволяет адаптировать центр под конкретные задачи и обеспечить высокое качество результата.