Основные способы зажима заготовки на токарном станке с ЧПУ
- Введение
- Зажим заготовки с помощью патрона
- Кулачковый патрон
- Цанговый патрон
- Поджим заготовки с помощью задней бабки
- Дополнительный зажим заготовки с помощью люнета
- Заключение
Введение
Токарные станки с ЧПУ широко распространены в различных отраслях промышленности. Такие станки обеспечивают высокий уровень автоматизации процесса обработки и позволяют изготавливать сложные детали с высокой скоростью и точностью. Для того чтобы процесс производства был стабильным и эффективным, важно правильно и надежно закрепить заготовку, которую нужно обрабатывать. О способах зажима заготовки и пойдет речь в этой статье.
Зажим заготовки с помощью патрона
-
Чаще всего на современных горизонтальных токарных станках с ЧПУ заготовка зажимается с помощью гидравлического трехкулачкового патрона. На некоторых станках, не имеющих систему гидравлического зажима, патрон будет ручной. Гидравлические патроны обычно применяются со стальными мягкими (сырыми) кулачками, которые можно подготовить под конкретную задачу: расточить под нужный диаметр, сделать необходимый упор. Все это позволит устанавливать заготовку в оси шпинделя и обеспечит повторяемость зажима по оси Z.
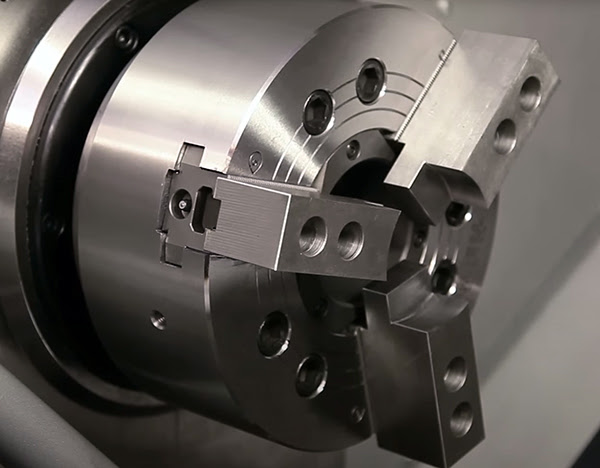
Трехкулачковый патрон с мягкими кулачкамиРекомендуется зажимать заготовку за одну треть ее длины. Для достаточно длинных заготовок лучше выбрать удлиненные кулачки.
Удлиненный мягкий кулачокРастачивание кулачков лучше делать в середине их хода. В этом случае будет несложно устанавливать деталь в патрон и останется достаточно хода для ее зажима.
Зажимать деталь кулачки могут как на зажим, так и на разжим. Диаметр зажима на кулачках должен соответствовать диаметру детали, иначе зажим будет либо только краями кулачков (в шести точках), либо только центрами (в трех точках).
Зажим детали мягкими кулачкамиПосле растачивания кулачков бывает полезно сделать небольшую канавку на дне расточенного диаметра, чтобы можно было зажимать заготовку с острой кромкой до упора.
Важно также правильно выбрать силу зажима. Слишком большая сила может деформировать кулачки и заготовку, а если выбрать слишком маленькую силу зажима, то кулачки могут не удержать заготовку во время обработки. На силу зажима также влияет скорость вращения шпинделя. С увеличением оборотов шпинделя сила зажима уменьшается. Максимальные обороты и силу гидрозажима можно узнать из спецификации производителя патрона.
-
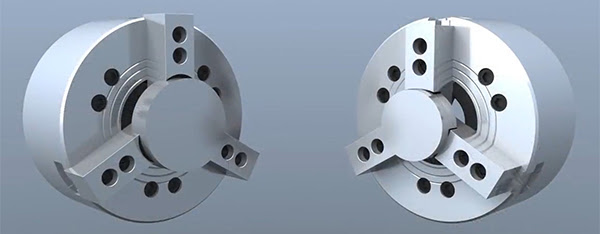
Вместо трехкулачкового патрона в токарном станке может применяться цанговый патрон. Для зажима заготовки в данном случае вместо кулачков используется цанга. Обычно такие патроны применяются для зажима относительно небольших и тонкостенных деталей. Цанги бывают разные, можно зажимать не только круглые, но и квадратные или шестигранные прутки/детали.


Цанговые патроны токарных станковК основным преимуществам цангового патрона можно отнести:
- Компактные габаритные размеры. Это позволяет обрабатывать детали небольшого диаметра близко к месту зажима (торцу патрона), сохраняя приемлемый вылет инструмента.
- Сокращение времени на переналадку. Заменить цангу можно быстрее, чем кулачки патрона. При этом цангу не нужно предварительно растачивать.
- Зажим детали по всему диаметру. Это особенно актуально для тонкостенных деталей, которые при зажиме могут деформироваться. Зажимая такую деталь с помощью цанги, усилия равномерно распределяются по всей окружности.
- Качественную работу на высоких оборотах. Цанговые патроны лучше справляются с центробежными силами, сила зажима детали у них меньше зависит от оборотов шпинделя.
Поджим заготовки с помощью задней бабки
Задняя бабка нужна для поджима деталей с большой длиной.
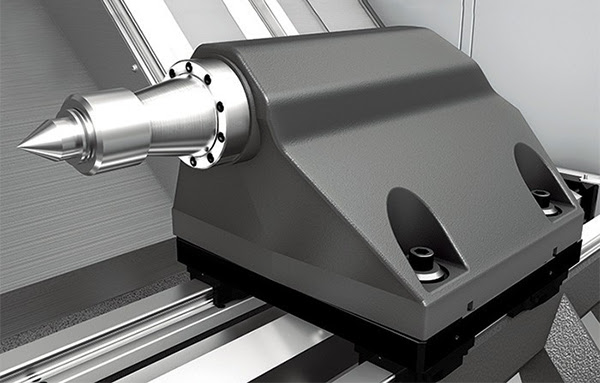
Задняя бабка токарного станка с ЧПУ
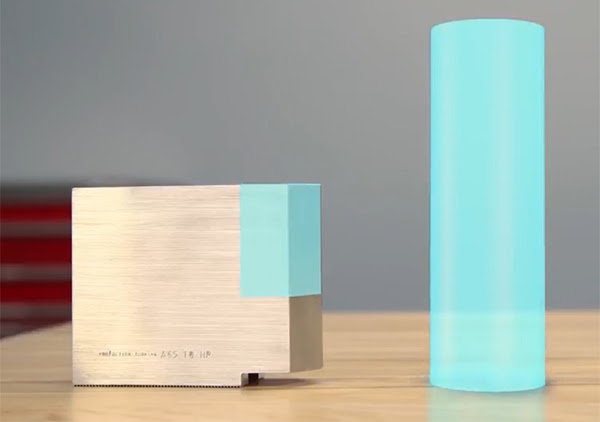
Показателем является отношение длины к диаметру. Если вылет заготовки составляет не более трех ее диаметров, то задняя бабка обычно не используется. Если вылет превышает это значение, то задняя бабка будет нужна. Если же вылет заготовки будет больше 10 диаметров, то и поддержки задней бабки может быть недостаточно.
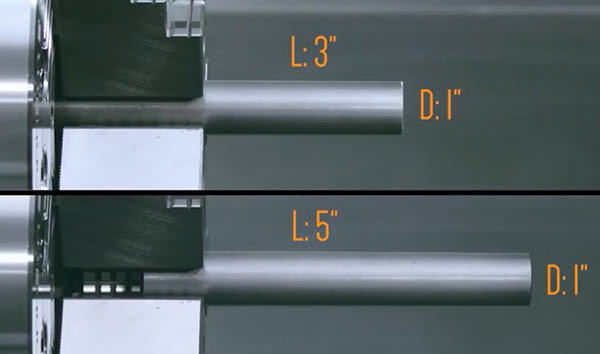
Вылеты заготовок из токарного патрона
После центровки заготовки задняя бабка перемещается в позицию поджима детали для дальнейшей обработки.
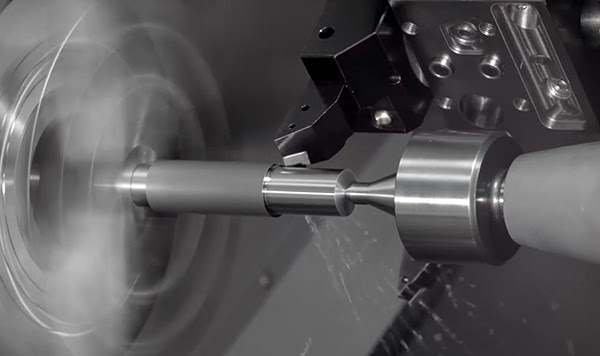
Обработка с поджимом задней бабкой
Важно правильно выбрать необходимое давление, с которым задняя бабка будет давить на деталь. Оптимальное давление нужно подбирать в каждом конкретном случае. С одной стороны, очень высокое давление может привести к прогибу заготовки или деформировать ее. С другой стороны, давление должно быть достаточным, чтобы надежно удерживать деталь во время обработки.
Вращающиеся задние центры для задней бабки бывают разных размеров и форм. Нужно выбрать центр, который наилучшим образом обеспечит поддержку детали и при этом позволит ее обработать. Если поджимаемая задним центром заготовка имеет небольшой диаметр, то следует выбрать удлиненный вращающийся центр, который позволит режущему инструменту подойти к месту обработки.
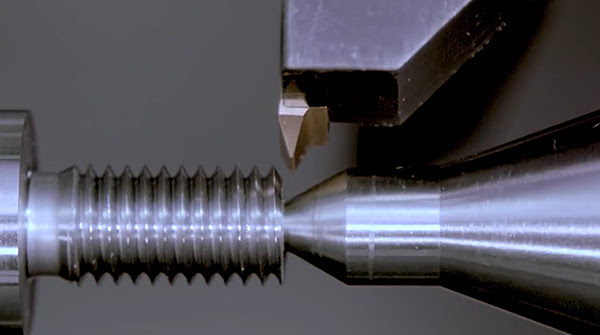
Удлиненный задний вращающийся центр
Если для режущего инструмента достаточно места в рабочей зоне и задний центр ему не мешает, то лучше выбрать стандартный более крупный и жесткий вращающийся центр.
Дополнительный зажим заготовки с помощью люнета
При вылете заготовки более 10 диаметров поддержки задней бабки может быть недостаточно для качественной обработки детали. В этом случае будет нужна дополнительная поддержка с помощью люнета.


Гидравлический и ручной люнет токарного станка
Такая дополнительная поддержка позволяет избежать вибраций при обработке, что приводит к улучшению качества обрабатываемой поверхности и повышению точности.
Люнет бывает полезен не только для поддержки длинных заготовок в центре, но и при обработке деталей с большим вылетом с торца. При растачивании заднюю бабку использовать не получится, а с помощью люнета можно организовать дополнительный зажим за внешний диаметр.
Заключение
На современных токарных станках с ЧПУ для зажима заготовки часто используют гидравлический трехкулачковый патрон. Если у заготовки отношение длины к диаметру менее 3, то одного патрона для зажима будет достаточно. Вместо кулачкового патрона может применяться цанговый патрон для зажима небольших или тонкостенных деталей. Если отношение длины к диаметру более 3, то понадобится дополнительный поджим заготовки задней бабкой. Важно правильно определить необходимую силу поджима и правильно выбрать задний вращающийся центр. Если у заготовки отношение длины к диаметру более 10, то для ее обработки, скорее всего, понадобится люнет. Люнет также будет полезен при обработке деталей с большим вылетом с торца.