Обработка прутка на токарном станке с ЧПУ: Bar Feeder или Bar Puller
- Автоматический податчик прутка (Bar Feeder)
- Вытягиватель прутка (Bar Puller)
- Преимущества использования автоматического податчика прутка
- Преимущества использования вытягивателя прутка
- Заключение
На токарных станках с ЧПУ для производства деталей из прутка требуется регулярная подача заготовок. Время на изготовление самой детали обычно невелико, но для каждой новой детали необходимо выдвигать пруток. Для сокращения времени на эти вспомогательные операции применяются системы автоматического выдвижения. Это не только ускоряет производство, но и облегчает работу оператора.
Автоматический податчик прутка (Bar Feeder)
Податчик прутка (Bar Feeder) — дополнительное оборудование для токарного станка. Устройство в автоматическом режиме подает пруток через шпиндель и патрон станка для изготовления новой детали.

Автоматический податчик прутка (Bar Feeder)
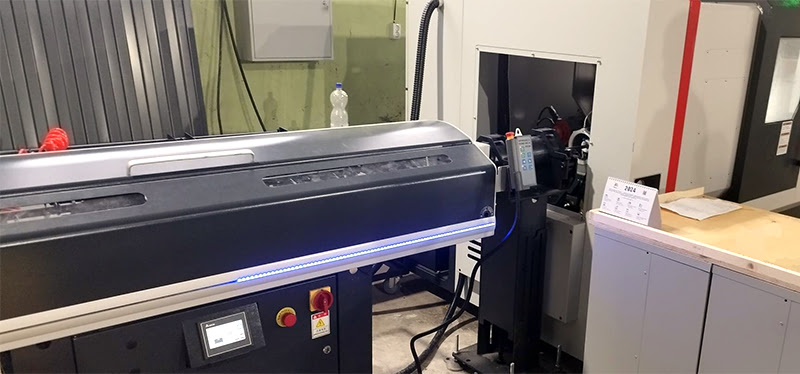
Автоматический податчик прутка, подключенный к токарному станку
Как работает автоматический податчик прутка? Перед выдвижением прутка токарный станок получает команду на разжим гидравлического патрона, а после выдвижения — на его зажим. Податчик с сервоподачей может подавать пруток на нужную длину без упора, что ускоряет и упрощает процесс.
Вытягиватель прутка (Bar Puller)
Второй способ подачи прутка в рабочую зону токарного станка – использование вытягивателя прутка. В отличие от податчика, вытягиватель (Bar Puller) находится внутри рабочей зоны станка и захватывает пруток за оставшуюся после отрезки часть. Он закрепляется с помощью резцедержателя или устанавливается в гнездо инструментального револьвера. Вытягивание осуществляется за счет перемещения револьвера.
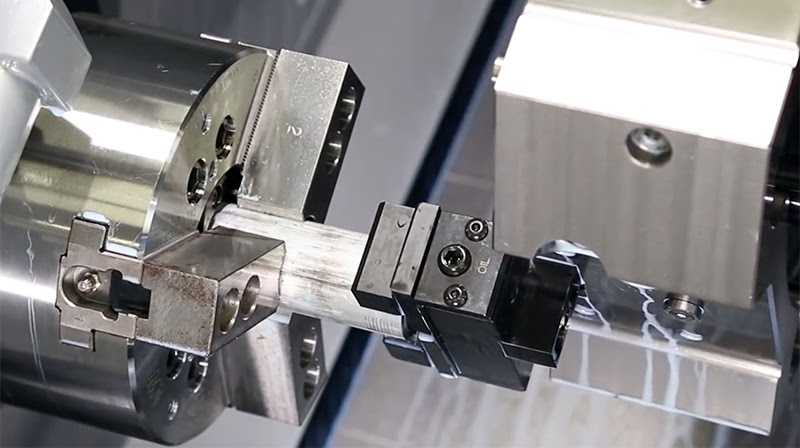
Конструкции вытягивателей могут быть разными, но наиболее распространены устройства с подпружиненными сменными губками. Эти губки устанавливаются так, чтобы расстояние между ними было на 3-5 мм меньше диаметра прутка. Барпуллер захватывает зажатый в патроне пруток, после чего кулачки патрона разжимаются, и вытягиватель перемещает пруток вдоль оси Z.
Такие устройства предлагают с хвостовиками VDI или цилиндрическими хвостовиками с лысками.
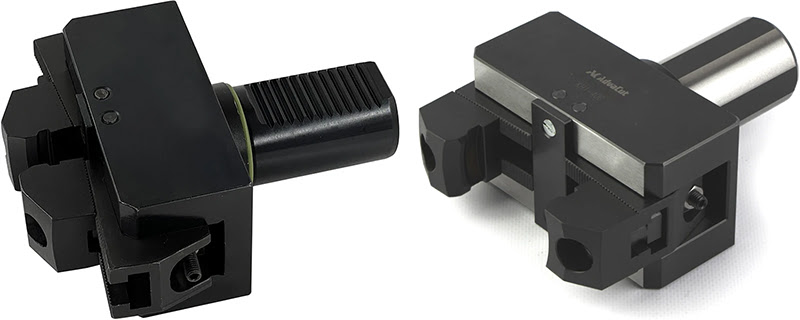
Вытягиватель прутка с хвостовиком VDI (слева) и лыской (справа)
Существуют и другие конструкции вытягивателей. Например, есть устройства, которые работают от давления СОЖ, или интегрированные с отрезным резцом. В последнем случае вытягиватель не будет занимать отдельное место в инструментальной системе станка:

Вытягиватель прутка, работающий от давления СОЖ (слева) и интегрированный с отрезным резцом (справа)
Преимущества использования автоматического податчика прутка
-
Автоматизация . Податчик прутка обеспечивает более высокий уровень автоматизации. Он оснащен магазином (лотком) для прутков, что позволяет автоматически заменять прутки по мере их использования. В отличие от вытягивателя, где каждый новый пруток нужно загружать вручную, податчик делает это без участия оператора.

«Магазин» для прутков на автоматическом податчике -
Измерение и контроль . Податчик может автоматически измерять длину прутка и следить за количеством деталей, которые можно изготовить из текущего прутка. Для этого необходимо указать параметры, такие как длина детали, ширина отрезки и зазор до кулачков. В случае с вытягивателем эти операции требуют вручную введенных данных и, возможно, создания макроподпрограммы для автоматизации расчетов. В видео ниже показана работа с вытягивателем прутка и рассказывается про разные способы программирования.
Расположение вытягивателя относительно прутка -
Минимизация припуска . Податчик позволяет оставлять минимальный припуск на прутке после отрезки детали, что улучшает эффективность использования материала. В отличие от вытягивателя, которому требуется больший припуск для захвата, податчик помогает сохранить жесткость зажима заготовки, а также улучшает отношение длины к диаметру.
-
Экономия места . Податчик прутка не занимает место в револьвере токарного станка, оставляя все позиции свободными для установки режущих инструментов. Это позволяет более гибко организовать рабочее пространство и использовать все возможности станка.
Преимущества использования вытягивателя прутка
- Стоимость . Стоимость вытягивателя прутка значительно ниже, чем стоимость податчика, что делает его более доступным решением для многих предприятий.
- Экономия пространства . Вытягиватель не занимает дополнительного места в цехе, что полезно для компактных производственных помещений.
- Отсутствие упора . Для подачи прутка не требуется упор, в отличие от некоторых податчиков, которые нуждаются в дополнительной поддержке для работы.
- Скорость . Вытягиватель обеспечивает более высокую скорость вытягивания, особенно если он интегрирован с отрезным резцом. Это ускоряет процесс производства по сравнению с податчиком.
- Точность . Вытягиватель обеспечивает высокую точность вытягивания, которая фактически соответствует точности позиционирования оси Z. Хотя в некоторых случаях такая высокая точность не требуется при подаче прутка, она является преимуществом для более сложных операций.
Заключение
Выбор между податчиком и вытягивателем прутка зависит от специфики производства. Если в производственном процессе необходимо часто изготавливать детали из прутка и работать с большими сериями, оптимальным выбором будет податчик прутка. Он обеспечивает высокий уровень автоматизации благодаря загрузочному лотку, который автоматически подает новый пруток в станок, освобождая оператора от этой задачи. Оператору нужно лишь следить за качеством деталей и периодически пополнять лоток прутками.
Если же производство ориентировано на небольшие серии деталей из прутка или такие детали составляют незначительную часть выпуска, хорошим выбором станет вытягиватель. Он стоит дешевле, не занимает места в цехе и все равно значительно упрощает работу оператора при обработке прутков на токарном станке.