Расточные системы Advacut – виды, описание, устройство
Расточные системы применяются на фрезерных станках, расточных станках и обрабатывающих центрах с ЧПУ и служат для обработки и растачивания отверстия в различных деталях.
Конструкция расточных систем как правило модульная: резцы, оправки, удлинители и переходники взаимозаменяемы и дополняют друг друга.
По типу применения расточные системы делятся на несколько типов: расточные оправки для чистовых и черновых операций, для растачивания больших диаметров и микроотверстий.
Устройство расточной системы
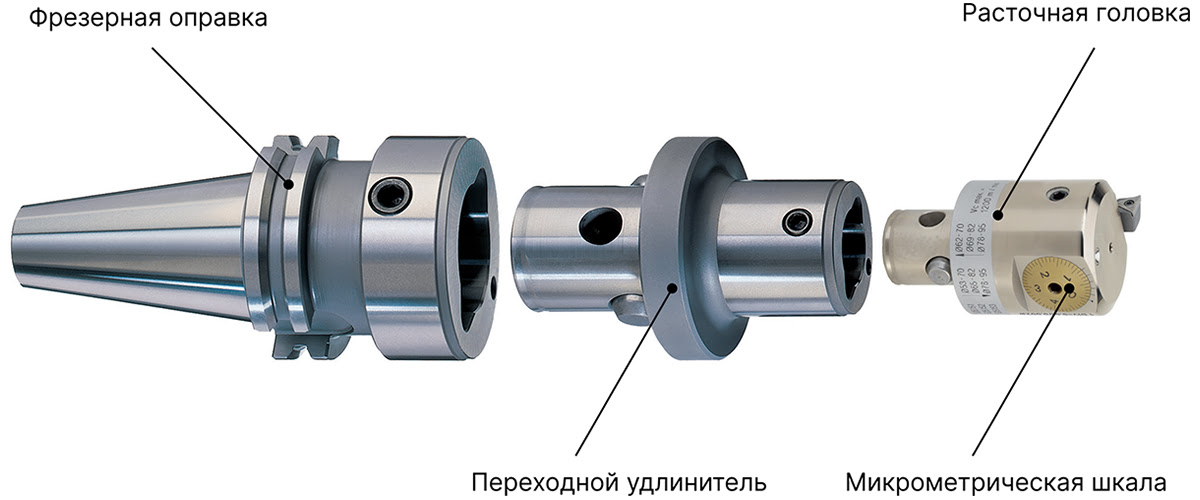
- Оправка используется для крепления расточной системы в станке.
- Переходная втулка-удлинитель используется для дополнительной балансировки и увеличения общей длины расточной системы.
- На расточную головку крепится расточной резец со сменной твердосплавной пластиной. С помощью микрометрической шкалы регулируется положение расточного резца. Точность регулировки резца зависит от типа расточной головки.
Виды расточных головок
Микро-расточные головки

Расточная головка для обработки микроотверстий имеет высокоточный механизм настройки с ценой деления микрометрической шкалы 0.001 мм. Используется для растачивания отверстий в диапазоне 0.4&–12 мм. Конструкция обладает высокой жесткостью.
Расточные головки для больших диаметров
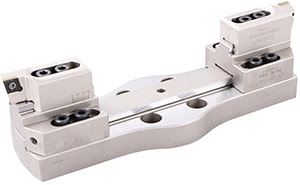
Система для растачивания отверстий больших диаметров. Оснащена двумя подвижными резцами, которые можно регулировать под нужный диаметр отверстий. Резцы можно снимать и заменять, если необходим другой угол в плане.
Растачиваемый диапазон отверстий 210–850 мм, в зависимости от размеров расточной головки.
Системы для наружного растачивания

Конструкция расточной системы для обработки наружных диаметров состоит из расточной головы и противовеса, который служит для балансировки всей расточной системы. При растачивании наружных диаметров шпиндель должен вращаться против часовой стрелки.
Чистовые расточные головки

Чистовая расточная головка применяется для обработки отверстий в диапазоне 2–50 мм. Высокоточный механизм регулировки резца с ценой деления микрометрической шкалы до 0.01 мм.

Чистовая расточная головка с подвижным резцом, который работает в верхнем и нижнем положении. При установке резца на нижнее положение, расточная система переключается в режим обратного растачивания. Обрабатываемый диапазон отверстий 20–212 мм и зависит от размеров расточной головки.
Черновые расточные головки

Черновая расточная головка оснащена двумя резцами, которые легко заменяются под необходимые задачи: можно установить резец с другим углом в плане и другим видом пластин или установить резцы для обратного растачивания отверстий. Растачиваемый диапазон отверстий 20 – 153 мм, который зависит от размера расточной головки.
Антивибрационные расточные системы


Расточная система оснащена антивибрационным механизмом, с помощью которого эффективно контролируется вибрация при растачивании глубоких отверстий.
Черновая антивибрационная расточная система состоит их двух подвижных расточных резцов, которые симметрично настраиваются под необходимый диаметр отверстия.
Чистовая антивибрационная расточная система оснащена расточной головой с одним резцом, который регулируется микрометрической шкалой, цена деления шкалы 0.01 мм на диаметр.
Рекомендации по применению
Выбор оптимальной длины расточной системы при черновом и чистовом растачивании
При соблюдении оптимальных режимов резания расточной инструмент может выполнять черновое растачивание отверстий глубиной до пяти диаметров, а чистовое растачивание глубиной до трех диаметров.
С увеличением глубины жесткость расточной системы снижается, что приводит к появлению вибрации. Под действием вибрации механизмы настройки расточной системы могут смещаться, что приводит к несоответствию размеров отверстия либо отверстие будет иметь коническую форму.
Выбор расточных резцов с углом в плане 75° или 90° для чернового растачивания
Главный угол в плане 75° следует использовать для снятия большого припуска при растачивании сквозных отверстий, а также глухих и ступенчатых отверстий, не имеющих уступов под углом 90°.
Угол в плане 90° рекомендуется использовать, если ось предварительного отверстия смещена или наклонена относительно требуемого положения.
Выбор радиуса при вершине
Для чернового растачивания в тяжелых условиях необходимо использовать пластины с наибольшим возможным радиусом при вершине. При чистовом растачивании с малым снимаемым припуском предпочтительнее использовать пластины с минимально возможным радиусом при вершине, чтобы уменьшить склонность инструмента к отклонению и вибрациям.
Методы решения проблем при растачивании
| Причина | Решение |
|---|---|
| Вибрация | |
| Высокая скорость резания | Скорректировать скорость резания |
| Большой вылет инструмента | Укоротить инструмент для увеличения жесткости |
| Неверно подобрана режущая пластина | Выбрать пластину с меньшим радиусом при вершине |
| Низкий уровень повторяемости размера | |
| Неточности при смене инструмента | Очистить шпиндель и хвостовик инструмента, проверить на износ и повреждения |
| Неравномерная величина припуска | Использовать расточную головку для получистового растачивания |
| Отклонения от круглости отверстия | |
| Дисбаланс расточного инструмента | Проверить балансировку расточной головки |
| Высокая сила резания | Уменьшить скорость резания; скорректировать глубину резания и подачу |
| Заготовка плохо закреплена | Проверить качество зажима заготовки |
| Отклонение от допуска | |
| Чрезмерный припуск | Применить головку для получистового растачивания; уменьшить глубину резания; уменьшить радиус пластины |
| Конусность отверстия | |
| Быстрый износ режущей пластины | Использовать более износостойкую пластину; выбрать пластину с большим радиусом |