Обработка листов на координатно-пробивных прессах
Раскрой листа для получения плоских заготовок — это первый этап в листообработке, в некоторых случаях он и единственный. В первую очередь мы будем говорить о металлических листах, но затронем и другие материалы.
Любое оборудование целесообразно использовать там, где будут востребованы его преимущества, а недостатки проявятся в минимальной степени. Координатно-пробивные прессы имеют следующие достоинства и вытекающие из них особенности эксплуатации.
-
Возможность получать сложные контуры с высокой производительностью сразу дает преимущество по сравнению с гильотинами , которые могут делать только прямые резы, угловысечными и универсальными прессами, способными на изготовление только простых контуров с большими трудозатратами и невысокой точностью.
-
Производственная гибкость. Изготовление множества различных деталей небольшим набором стандартного инструмента с минимальными переналадками — это главное отличие от классических штамповочных прессов, где возможность изготовления детали полностью определяется наличием штампа, а любая переналадка достаточно трудоемка.
-
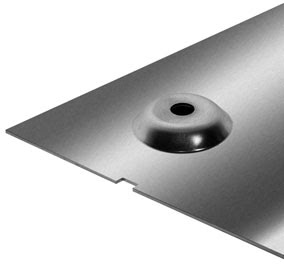
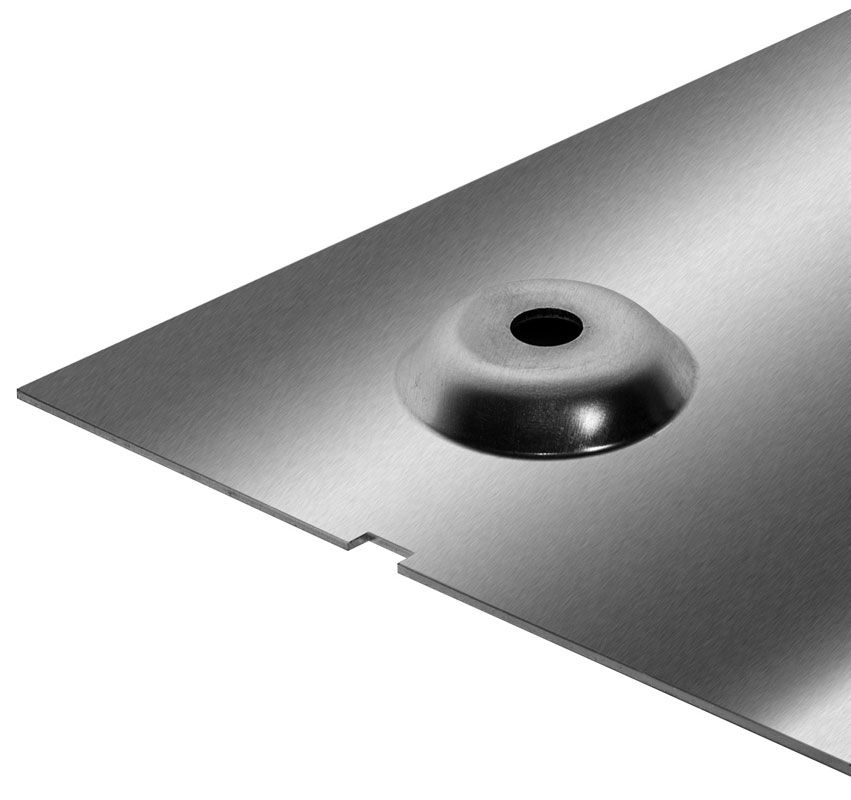
Возможность формования — сегодня это важнейший козырь координатно-пробивных прессов в споре с установками лазерной и плазменной резки . Иногда применяются комбинированные лазер-прессы, но их главный недостаток — это двойная стоимость, при том, что в одно время работает только один из модулей.


-
Точность изготовления и качество получаемой кромки существенно выше чем у установок плазменной резки.
-
Отсутствие термического воздействия на материал. Часто нагрев детали пагубно влияет на качество получаемой детали, а иногда он просто недопустим. Именно поэтому далеко не любая продукция может быть выполнена на популярных установках термической резки — плазменной и лазерной.
-
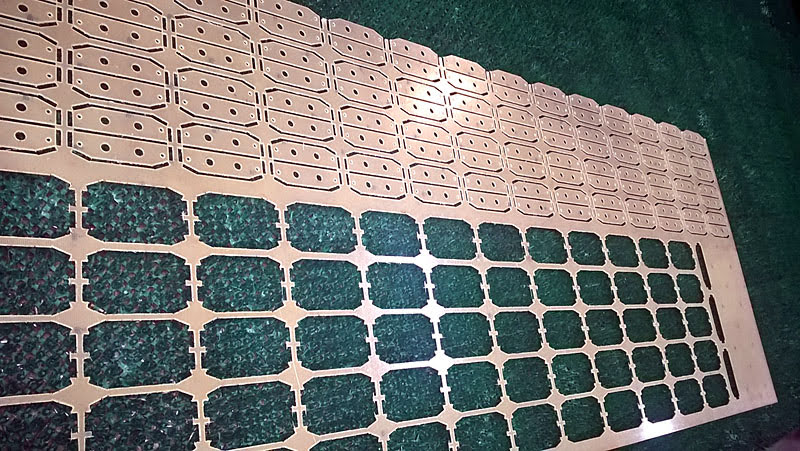
Широкий ассортимент обрабатываемых материалов. Помимо обычной стали это могут быть и цветные металлы, пластики, картон, гетинакс, текстолит и даже стеклотекстолит. Основные конкуренты имеют больше ограничений, так установки плазменной резки работают только с токопроводящими материалами, лазеры с газовым резонатором очень не любят медь и аналогичные высоко отражающие материалы, установки лазерной резки с твердотельным источником не справляются с пластиком деревом и другими специфическими материалами



К сожалению, в природе не существует идеальных вещей, а человек не способен придумывать идеальные машины. Обратим внимание на детали, которые координатно-пробивным прессам даются с трудом или вообще не могут быть изготовлены.
-
Высокая или сложная формовка. Способности координтано-пробивных прессов ограничены конструкцией и габаритами инструмента. Мы часто видим изделия где координатный пресс просто бессилен. Например, автомобиль. Большая часть деталей имеет сложную 3D-форму. В серийном производстве ее можно изготовить только на больших прессах. Но и многие, на первый взгляд простые детали тоже не стоит пытаться делать на координатно-револьверных прессах.
-
Толстый лист. На сегодняшний день мало кто обрабатывает на координатно-пробивном прессе листы толще 3 мм, при том, что характеристики станка это позволяют. Это обусловлено рядом факторов: требуется большое усилие пресса, низкие скорости перемещения из-за большой массы листа, формовка на таких толщинах применяется крайне редко, штамповочные инструмент изнашивается в разы быстрее, чем на тонком листе. Поэтому практически повсеместно листы толщиной более 3 мм обрабатываются на установках лазерной или плазменной резки в зависимости от требуемого качества .
-
Криволинейные, неповторяющиеся контуры на КПП зачастую можно сделать только нибблингом — способом координатной штамповки, при котором каждый удар — это срез небольшой части металла, гораздо меньшей, чем сам инструмент. Такой вариант подойдет, пожалуй, только для единичного опытного производства из-за низкой производительности и повышенного износа инструмента.
Мы рассмотрели лишь самые явные преимущества и недостатки. Чаще всего они проявляются в комплексе и начинающим производственникам сложно сделать правильный выбор при подборе оптимальной технологии и оборудования.