Электромеханический координатно-револьверный пробивной пресс AMPe-850
В мае 2018 года на выставке «Металлообработка» в Москве компания «Абамет» представила новую модель координатно-пробивного пресса Abamet AMPe-850 . Теперь наши ряды становятся еще плотнее, и в классе «30 т» электромеханических координатно-пробивных прессов появился станок почти такой-же быстрый как AMPe-3000 , при этом немногим дороже AMPe-750 . Благодаря разнообразию моделей клиент может выбрать именно то, что соответствует его задачам и финансовым возможностям. Успех этой новинке обеспечен, что подтверждается фактом продажи демонстрационного станка в первые дни выставки. Нельзя не отметить, что важнейшим аргументом для покупателя был поставщик — компания «Абамет», которая всегда оправдывает звание надежного партнера с лучшим сервисом России.
Координатно-пробивные прессы Abamet производятся на передовом заводе Jiangsu JinFangYuan CNC Machine Co, который в 2013 году вошел в группу компаний TRUMPF. Это предприятие с 1990 года специализируется на производстве координатно-пробивных прессов и другого оборудования для листообработки. На рынок СНГ эти станки под маркой Abamet , принадлежащей компании «Абамет», начали поставляться с 2010 года. Уже более 300 единиц оборудования находятся в эксплуатации на самых разных предприятиях и обслуживаются специалистами компании «Абамет».
Особенности конструкции
О-образная сварная станина обработана за один установ с двух сторон на многоосевых высокоточных фрезерных центрах европейского производства. Это обеспечивает точность геометрических размеров, жесткость и надежность конструкции при максимальных нагрузках.

Система приводов Fanuc имеет мировое признание как самая надежная. Именно она выбрана для станка AMPe-850. Благодаря применению модулей одного производителя достигается максимальная согласованность в работе отдельных блоков и системы в целом.

Стол перемещается на восьми усиленных тележках по четырем направляющим с помощью ШВП увеличенного диаметра. В приводе каретки применен привод шестерня-рейка для увеличения ускорения и скорости перемещения листа. Каретка перемещается по двум направляющим на 6 тележках. При производстве станка применены ШВП и направляющие с каретками фирмы THK. Все элементы автоматически смазываются от централизованной системы смазки по команде ЧПУ.

В модели AMPe-850 щеточный стол целиком перемещается по оси Y, а лист скользит по столу только по оси X. Таким образом перемещение листа по столу существенно снижается, что благоприятно сказывается на точности обработки и снижает шум.
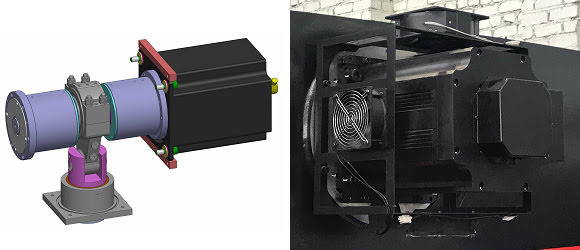
Прямой электромеханический привод бойка включает в себя моментный серводвигатель и кривошипно-шатунный механизм. В отличие от классической схемы кривошипно-шатунного привода здесь нет маховика и муфты сцепления, а кривошип не осуществляет полный оборот — он лишь поворачивается на заданный угол. Благодаря этому можно задавать высоту подъема при штамповке, а при формовке верхнюю и нижнюю точки

Система ЧПУ FANUC 0I-PF
Система ЧПУ FANUC 0i-PF установлена в мобильной стойке, что позволяет удобно работать оператору. Для чтения и записи программ можно использовать порты USB, PCMCIA и Ethernet. На цветном жидкокристаллическом 10,4″-мониторе отображаются все необходимые данные, процессы и режимы:
- чтение и запись программ;
- предварительный просмотр обработки;
- создание и редактирование программ;
- задание параметров инструментов;
- ход выполнения программы;
- значение координат осей;
- активные G- и M-коды;
- аварийные сообщения;
- параметры системы,;
- лэддэр;
- диагностические данные
- и многое другое.
Программирование координатно-пробивного пресса можно производить непосредственно на стойке ЧПУ, однако это крайне неэффективно. Для быстрой, качественной технологической проработки и подготовки управляющих программ нужно внешнее lПО, устанавливаемое на компьютер технолога. Со станком в качестве рекомендуемой опции мы предлагаем:

METALIX cncKad — многопрофильное ПО для составления управляющих программ. Оно позволяет делать технологическую проработку и подготовку программ для координатно-пробивных прессов, лазерных комплексов и комбинированных станков.
AutoNest — модуль автоматической раскладки различных деталей на листе.
Wheel Family — опция программирования непрерывной обработки — ребра жесткости, смещения, резка, нанесение надписей и т.п.
Система программирования может быть дополнена и другими опциями: дополнительные рабочие места для одновременной работы нескольких технологов, сетевая версия, интеграция с SolidWorks, SolidEdge или Inventor
Удобство использования
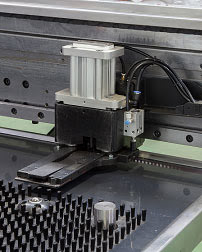
Работа с инструментом — это очень важная и самая продолжительная подготовительная часть. Координатно-револьверный пресс AMPe-850 стандартно оснащен револьвером с выдвигающимися гнездами станций A и B. Это существенно упрощает замену матриц. В зоне смены инструмента установлены лампа и кнопки вращения револьвера.

Опционально координатно-пробивной пресс может быть оснащен приспособлением для извлечения и установки тяжелых инструментов в револьвер, представляющим собой поворотную консоль с пневмоцилиндром, а также полкой с приспособлениями для сборки/разборки инструмента.
В процессе загрузки листов оператору облегчают работу автоматически поднимающиеся шарики и опускающиеся зажимы листа. Датчики наличия листа в зажимах и датчики деформации листа у револьвера остановят работу в аварийной ситуации. Автоматическая программная расстановка зажимов листа (опция) ускоряет подготовительный процесс и позволяет изменять положение зажимов во время выполнения программы.
Конвейер удаления отходов и мобильный пульт управления также входит в стандартную комплектацию. Вакуумный отсос отходов — это очень популярная опция для гарантированного удаления вырубки из станка.
Базовая комплектация станка
- Прямой электромеханический привод бойка с одним серводвигателем.
- ЧПУ-управляемая ось V (ход бойка).
- Автоматическая система смазки привода бойка, направляющих и ШВП.
- Замкнутая О–образная сварная станина.
- Щеточный стол и револьвер.
- Усиленная направляющая по оси X с шестью тележками, привод шестерня-рейка.
- Сдвоенные направляющие по оси Y с шестью тележками, ШВП увеличенного диаметра.
- Конвейер удаления отходов.
- Дополнительные пневматические пины поддержки листа.
- Отдельно стоящий электрический шкаф с кондиционером.
- Отключаемые датчики замятия листа и наличия листа в зажимах.
- Освещение и кнопки вращения револьвера в зоне смены инструмента.
- Мобильная стойка ЧПУ, переносной пульт и педаль управления.
Доступные опции
- C Auto Index вместо фиксированных C.
- Система автоматической смазки инструмента.
- Автоматическая программная установка зажимов.
- Вакуумный отсос отходов из зоны обработки.
- Приспособление для извлечения и установки тяжелых инструментов в револьвер и полка с приспособлениями для сборки/разборки инструмента.
- ПО cncKad METALIX для составления управляющих программ.