Воздушная гибка металла
Деформация металла | Пружинение | Воздушная гибка | Гибка в упор | Чеканка | Усилие
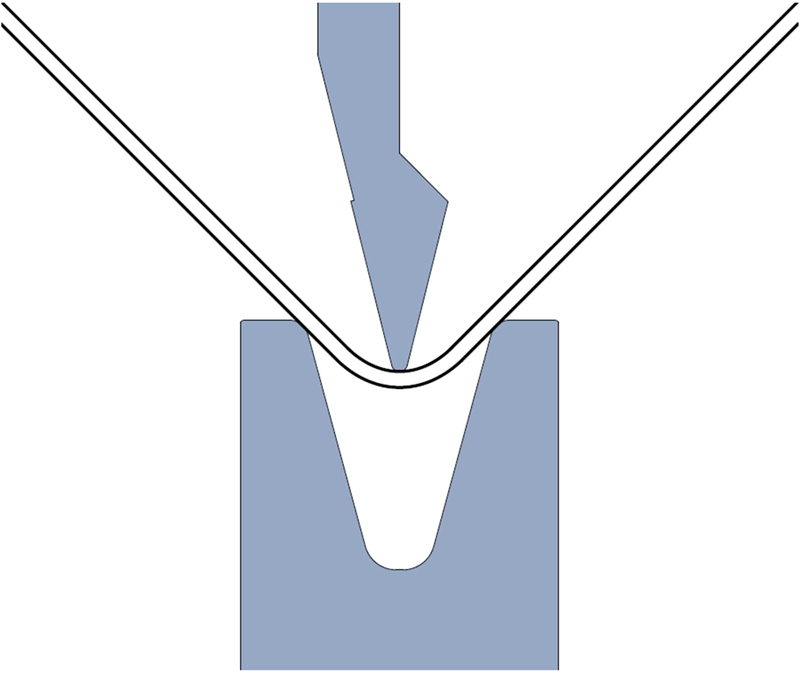
Воздушная гибка
Воздушная гибка
Области применения воздушной гибки — большая номенклатура, производство от одной штуки. Нормальные требования к качеству продукции.
Производится при следующих условиях:
- угол пуансона и матрицы могут быть гораздо меньше угла гибки,
- V — раскрытие матрицы от 8 толщин и более,
- минимальное воздействие на материал.
Преимущества воздушной гибки
Это наиболее распространенный тип гибки на станках Press Brake , что обусловлено следующими преимуществами.
-
Гибкость производства . Имея небольшое количество различного инструмента можно решать широкий спектр задач. Так, используя пуансон и матрицу с углом 30° можно производить гибку любых углов от 180° до 30°. На одной матрице можно согнуть как лист соответствующей толщины, так и меньшей.
-
Высокая скорость воздушной гибки достигается благодаря совокупности возможностей оборудования и небольшого требуемого усилия. Современное оборудование в состоянии выполнять гибку с высокой скоростью и хорошей повторяемостью, что позволяет превентивно компенсировать обратное пружинение . В результате реальная скорость воздушной гибки постоянно растет без снижения качества получаемой продукции.
-
Требуемое усилие , как и общее воздействие на металл, при воздушной гибке минимально . Это, в свою очередь, позволяет применять менее мощное оборудование и повышает срок службы инструмента. Как упомянуто в предыдущем абзаце, низкое требуемое усилие позволяет выполнять воздушную гибку с высокой скоростью.
-
Так как оказываемое воздействие на материал при воздушной гибке невелико, то и меньше остается следов на деталях . Одновременно снижается давление рабочих кромок матрицы на лист и трение листа о матрицу. Для полного исключения следов воздушную гибку можно производить с использованием уретановых защитных пленок или матриц.
-
Меньший износ инструмента обусловлен уже перечисленными особенностями — низкое усилие гибки, меньшее трение листа об инструмент, большие радиусы рабочих кромок и, как следствие, меньшее давление. Все это делает возможным использование качественного инструмента много лет даже при интенсивной эксплуатации. Разумеется, нужно учитывать то, что это достижимо только при своевременном и хорошем обслуживании оборудования и инструмента.
Все указанные преимущества складываются в одно, самое важное — низкая себестоимость производства. Для воздушной гибки достаточно не очень мощного, а, следовательно, и недорогого оборудования. Высокая скорость гибки дает максимальную производительность. Универсальность, низкая стоимость и максимальная долговечность инструмента делают удельные затраты по этой статье минимальными.
Недостатки воздушной гибки
Разумеется, невозможно иметь только преимущества. Есть и недостатки, но с ними можно бороться. Основные проблемы, с которыми можно столкнуться при воздушной гибке.
-
Невысокая точность по углу. Средняя ошибка повторяемости составляет около 45'. Для большинства задач такая погрешность не является критичной. Тем не менее, ошибку можно снизить, развивая два основных направления — совершенствование оборудования и инструмента, повышение качества металла по составу, однородности, обработке и точности по толщине.
-
Форма профиля недостаточно точная. Линия борта и угол представляют собой не прямую и дугу окружности, а кривую, похожую на эллипс. В таких условиях говорить о радиусе гибки достаточно сложно, т.к. он меняется от центра к краям. Кроме того, повторяемость профиля от детали к детали также не слишком велика. В реальном применении это чаще всего не критично и на чертежах радиус имеет атрибут справочного размера, обеспечиваемого инструментом.
-
Все признаки воздушной гибки — высокая скорость, низкий уровень воздействия (усилие гибки), произвольный радиус пуансона и ширина V-раскрытия матрицы, часто определимые наличием инструмента, а не обрабатываемым материалом, не способствуют снижению эффекта обратного пружинения . Т.к. угол обратного пружинения неразрывно связан с результирующей ошибкой по углу гибки, то и методы его компенсации те же — совершенствование оборудования и инструмента.
-
Воздушная гибка осуществляется на матрицах с шириной V-аскрытия не меньшей чем восемь толщин металла. Это условие является причиной ограничения минимального борта и деформации отверстий, близко расположенных к линии гиба. В случае невозможности получения удовлетворительного результата приходится применять матрицы с меньшим раскрытием или матриц с подвижными сегментами. Но тогда теряются большинство признаков воздушной гибки.
Вообще, если требования к качеству получаемых деталей достаточно высокие, и существующими методами воздушной гибки не удается их выполнить, то приходится применять более сложное оборудование и инструмент, оказывать большее воздействие на металл. То есть переходить на другой тип гибки.