Пружинение при гибке металла
Деформация металла | Пружинение | Воздушная гибка | Гибка в упор | Чеканка | Усилие |
Пружинение
Обратное пружинение является одним из важнейших факторов, влияющих на результат гибки. Как уже было сказано, нижняя сторона листа при гибке растягивается, а верхняя сжимается. Между зонами сжатия и растяжения находится «средняя линия» где присутствует только упругая деформация. Именно здесь материал максимально старается принять исходное положение и, соответственно, «распрямить» гибку. После снятия воздействующей силы угол гибки становится чуть больше. Эту разницу называют углом пружинения Δ.
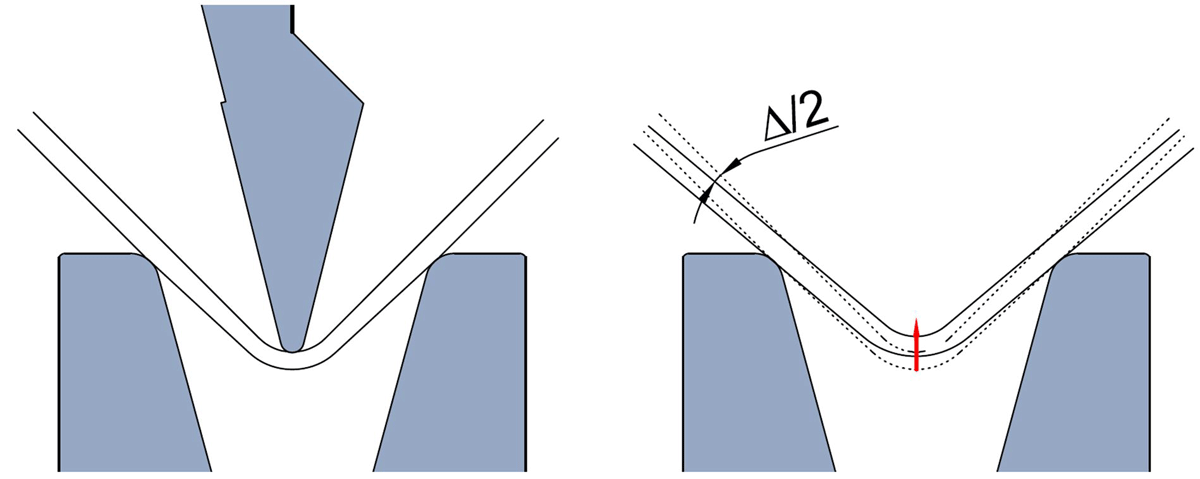
Схематичное изображение обратного пружинения
Для того чтобы компенсировать этот фактор, гибку делают с более острым углом. Свойства и толщина металла могут отличаться на разных участках одного листа, детали располагаться на листе под разным углом. Поэтому не редко корректировка гибки требуется даже внутри одной партии металла. Угол пружинения зависит от множества факторов. Рассмотрим основные.
-
Свойства материала . Чем жестче материал, тем больше угол пружинения. Так для тонколистовой мягкой меди угол обычно не превышает 0,5°, для стали уже около 1°, а для нержавеющей стали он может превысить 3°.
-
Толщина листа . Тонкий металл имеет меньшее пружинение чем толстый. Именно поэтому для гибки толстого листа под углом 90° производители имеют в стандартной программе матрицы с большим раскрытием и углом 80° и менее.
-
Скорость гибки . Конечно, все стремятся гнуть с максимальной скоростью для повышения производительности. Однако это не лучшим образом сказывается на точности. Чем ниже скорость гибки, тем больше времени у металла на то, чтобы принять окончательную форму. Задержка в нижней точке также способствует снижению угла пружинения. Тем не менее, производительность, как фактор себестоимости, часто имеет решающее значение. Поэтому приходится добиваться большей повторяемости и делать превентивный перегиб, подобранный под конкретные условия.
-
Радиус гибки . Чем меньше радиус гибки (ближе к толщине металла), тем меньше обратное пружинение. Меньший радиус гибки достигается меньшим V-раскрытием матрицы и радиусом пуансона. Соответственно, воздействие на металл больше и меньше упругая деформация. Это одна из причин применения матриц с различным V- раскрытием соответственно типу и толщине металла. Конечно, для гибки стали всех толщин до 3 мм можно использовать матрицу с раскрытием 20 мм, но гибка стали 1 мм будет существенно менее точной, нежели если использовать матрицу с V=6 мм.
-
Направление проката . Уже упоминалось, что детали расположенные на листе под разным углом будут гнуться по-разному. Это связано с направлением внутренних напряжений листа. Если линия гиба совпадает с направлением проката, то угол пружинения будет минимальным. Если поперек — то максимальным. Это легко увидеть на деталях имеющих хотя бы два перпендикулярных гиба. Поэтому такие гибы должны иметь различные настройки по углу. Если максимально экономичная раскладка заготовок на листе предполагает их перпендикулярное расположение, то рекомендуется после раскроя сортировать детали по расположению на листе. Далее, на гибочном станке , сначала настроиться и согнуть первую партию, расположенную под одним углом, а потом вторую, «перпендикулярную».
-
Тип гибки существенно влияет на угол обратного пружинения, т.к. воздействие на материал существенно отличается.
Многие станки имеют различные устройства и внутренние программы для превентивного «перегиба». Чтобы получать деталь «с первой заготовки» применяются системы с обратной связью. После расчетного гиба и снятия усилия такие системы измеряют полученный угол и делают догиб для получения максимальной точности угла. Однако такие системы весьма недешевы и требуют дополнительного времени на каждом гибе.