Привод рабочей балки листогибочного станка
Станина | Привод рабочей балки | Система крепления инструмента | Система задних упоров
Система компенсации прогиба | Дополнительные устройства | Автоматизация гибки | ЧПУ
Привод рабочей балки
Эволюция привода рабочей балки происходила вместе со всем машиностроением. Рассмотрим основные вехи.
Кривошипный пресс
Кривошипный пресс чрезвычайно прост и дешев. Принцип его действия основан на преобразовании вращательного движения маховика (маховиков) в возвратно-поступательное движение подвижной балки. Каким образом приводится в движение маховик совершенно не важно — хоть паровой машиной. Также к достоинствам можно отнести высокую повторяемость хода балки. На этом преимущества заканчиваются. Ход балки постоянный, скорость, как правило, изменить нельзя. Настройка несложная, но требует большего времени. Поэтому производительность, особенно на мелких партиях, очень невысока. На современном производстве Вы вряд ли встретите такой станок.

Кривошипный листогибочный пресс ИР1330
Гидравлический листогиб
Гидравлический листогиб — наиболее распространенный вид, имеет такое большое количество вариаций, что его впору сравнивать с понятием «двигатель внутреннего сгорания». Принципиально содержит несколько элементов: бак с рабочей жидкостью, насос, управляющие клапаны, гидроцилиндры, приводящие в движение подвижную балку и систему управления.
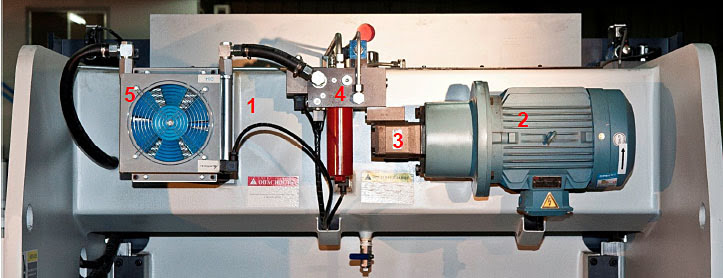
Гидростанция
листогиба Abamet
|
|
В старых станках обратная связь (контроль хода балки) осуществлялся элементарными «концевками». Балка поднималась и опускалась до достижения заданной точки. Соответственно, никакого числового управления не требовалось. Это вариант очень прост, дешев, но крайне неточен и требует длительной и кропотливой ручной настройки. Современные станки оснащаются оптическими линейками и системой ЧПУ . Большинство станков имеют длину более 1 метра и оборудованы двумя гидравлическими цилиндрами, которые смонтированы на боковинах станины. Совокупность возможностей современных гидравлических систем, оптических линеек и систем ЧПУ делают каждый цилиндр полноценной управляемой осью. Цилиндры практически независимы друг от друга, точность позиционирования, как правило, составляет сотые доли миллиметра, и оператор может менять скорость перемещения.
|
|
|

Конкуренция среди производителей листогибочного оборудования заставляет их постоянно модернизировать и совершенствовать систему привода балки. Перечислим некоторые опции и оригинальные решения.
-
Система охлаждения рабочей жидкости особенно полезна в помещениях с высокой температурой и интенсивным использованием оборудования.
-
Инверторный привод насоса может изменять его производительность. В сочетании с системой старт–стоп, которая активирует насос только в тот момент, когда это нужно, это решение позволяет экономить до 30% электроэнергии.
-
Сдвоенные компактные гидроцилиндры, заменяющие один с каждой стороны, давят на подвижную балку так, что в центре она прогибается существенно меньше. При высоких нагрузках это позволяет обходиться более простыми системами компенсации прогиба.
К недостаткам гидравлического привода можно отнести:
- высокий расход электроэнергии;
- по мере естественного износа снижается скорость и максимальное усилие;
- повышенный шум;
-
необходимость регулярного обслуживания, замены расходных материалов (рабочая жидкость, фильтры, манжеты), ремонта.
- температурная зависимость.
Электромеханический листогиб
Электромеханический листогиб является самым молодым техническим решением с точки зрения привода балки. На сегодняшний день есть два принципиально различных варианта.
Компания SafanDarley разработала привод, состоящий из сервомоторов с редукторами и силовых полиспастов с запатентованным ремнем. Когда сервоприводы наматывают ремни, верхняя балка опускается и сжимает возвратные пружины. Для подъема балки сервомоторы разматывают ремни, и сжатые пружины поднимают ее. Контроль положения осуществляется оптическими линейками.
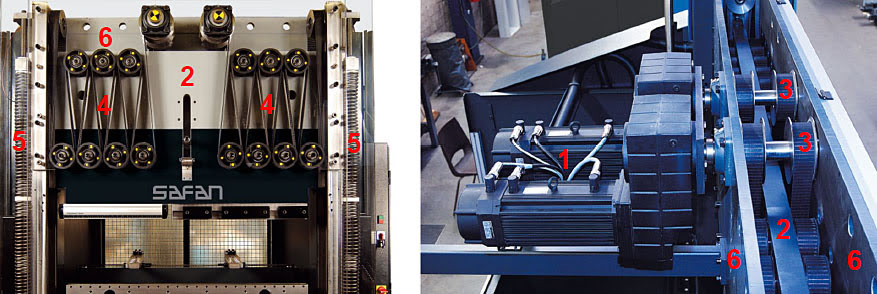
Электромеханический привод верхней балки
листогиба SafanDarley
|
1. Сервомоторы
2. Подвижная балка |
3. Приводные ремни
4. Полиспасты |
5. Возвратные пружины
6. Элементы станин |
В такой схеме усилие равномерно распределяется по всей длине подвижной балки. При небольших длинах или невысоких нагрузках эта конструкция позволяет обойтись без систем компенсации прогиба. На больших длинах и высоких нагрузках прогиб может быть до 50 раз меньше, чем у верхней балки гидравлического листогиба с двумя цилиндрами (в аналогичных условиях). Поэтому достаточно небольшой компенсации.
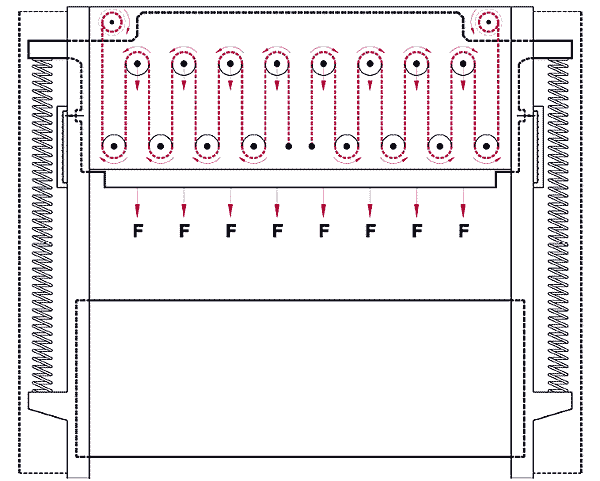
Распределение усилий в верхней балке электромеханических листогибов SafanDarley
Другие производители используют ШВП в приводе балки. На сегодняшний день такое решение используется на станках с небольшим усилием и длиной гиба. Если длина гиба не превышает одного метра, то достаточно одного привода. Для станков с длиной гиба до 1,6 м применяется два привода. Листогибов с длиной гиба больше 1,6 м и приводом посредством ШВП пока не выпускается. На таких станках серводвигатель и ШВП образуют ЧПУ — управляемую ось, контролируемую датчиком угла поворота вала. Два привода работают как две независимые оси. Т.к. длина гиба и усилие на этих прессах не велики, то нет необходимости в применении дополнительной системы компенсации прогиба.
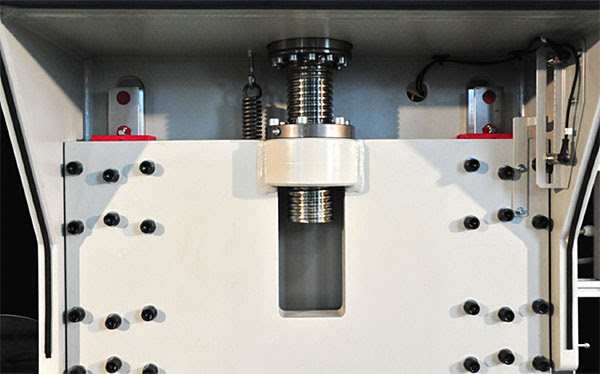
Электромеханический привод верхней балки листогиба Abamet
Еще недавно листогибочные прессы с электромеханическим приводом были дороже гидравлических, аналогичных по качеству и техническим возможностям. Они, также, уступали в скорости гибки и максимальном усилии. На сегодняшний день эти недостатки практически устранены. Фирма SafanDarley имеет в программе станок с максимальным усилием 300 т и длиной гиба 4100 мм. Далеко не все производители гидравлических листогибов имеют в производственной программе станки с близкими показателями. Цена электромеханических прессов постепенно снижается в сравнении с гидравлическими. Электромеханические пресса имеют явное преимущество по сравнению с гидравлическими:
- энергопотребление ниже до 50%;
- в процессе эксплуатации технические характеристики практически не ухудшаются;
- бесшумная работа станка. Слышны только сервомоторы и ШВП во время их работы;
- минимальное обслуживание;
- почти не выделяют тепла и не чувствительны к изменениям температуры окружающего воздуха.
Все это делает себестоимость использования электромеханических прессов ниже гидравлических и задает направления дальнейшего развития листогибочного оборудования .
Также имеются и другие типы приводов балки, например, пневматический. Но они не так распространены.
Как уже упоминалось, на современных станках привод подвижной балки — это полноценная ЧПУ-управляемая ось. Большинство станков имеют максимальную длину гиба более 1 метра и два привода, соответственно две независимых оси. Их принято называть Y1 и Y2.