Устройство листогибочных станков типа Press Brake
Станина | Привод рабочей балки | Система крепления инструмента | Система задних упоров
Система компенсации прогиба | Дополнительные устройства | Автоматизация гибки | ЧПУ
Несмотря на то, что на сегодняшний день используется огромное количество различных станков такого типа, все они имеют похожие компоненты. Мы рассмотрим как самые необходимые, так и те, которые появились в стремлении производителей оборудования усовершенствовать свой продукт и, собственно, технологию гибки на станках Press Brake.
Любой станок состоит из станины , подвижной и неподвижной балок, привода подвижной балки и системы крепления инструмента. Уже здесь есть очевидные отличия между существующими конструкциями. Кроме этого на современных станках есть системы задних упоров, компенсации прогиба, прочие вспомогательные приспособления и устройства. Всем этим управляет ЧПУ , которое может выполнять и другие полезные функции.

Общий вид станка типа Press Brake фирмы Abamet
|
|
Станина
Используются станины двух типов: C-образная и O-образная .
C-образная станина
C-образная станина наиболее распространена. Это название дала форма левой и правой боковин станка, имеющих проем для деталей и установки инструмента. Этот проем часто называет зевом, а геометрические размеры проема — глубиной и высотой зева. Подвижная и неподвижная балки устанавливаются на станину спереди так, что расстояние между боковинами меньше чем длина балок, определяющих как максимальную длину гиба, так и основной габарит станка по ширине.

C-образная станина
листогиба Abamet
У такой конструкции есть ряд преимуществ :
- меньше габарит станка по ширине (как правило, равен длине гиба или немного ее превосходит);
- большее пространство для установки сбоку больших и тяжелых инструментов;
- возможность извлечения сложных деталей сбоку;
- возможность использования нескольких станков в паре для гибки очень длинных деталей. Такую конструкцию часто называют «Тандем».

Тандем из двух станков
Abamet
с общей длиной гиба 8 метров
К недостаткам относятся:
- ограниченность пространства зевом при гибке деталей максимальной длины — они могут упираться в боковины;
- при больших нагрузках станина начинает «раскрываться» так, что появляется смещение не только в вертикальной плоскости, но и в горизонтальной. В результате изменяется взаимное расположение пуансона и матрицы — их рабочие оси не совпадают.
О-образная станина
O-образная станина также состоит из двух боковин, однако здесь они имеют гораздо меньшие размеры и расположены по бокам от рабочих балок. Каждая боковина имеет только небальное отверстие для установки инструмента. Соответственно все отличительные особенности С-образной станины копируются «с точностью до наоборот»
Недостатки:
- при прочих равных, больший габарит по ширине;
- ограниченный проем для установки инструмента сбоку, поэтому чаще всего используется система крепления, позволяющая устанавливать инструмент снизу и сверху;
- невозможно извлекать сложные детали сбоку;
- невозможно объединить станки в Тандем.
Преимущества:
- боковины не ограничивают сложные детали на всей длине гиба;
- нагрузка на несущие боковины распределяется равномерно и небольшие отклонения в геометрии происходят только в вертикальной плоскости. Это делает гибку более точной и прогнозируемой.

C-образная станина
листогиба SafanDarley
Рисунок ниже показывает, какие нагрузки испытывают станины различных типов. Оба типа имеют вертикальное смещение инструмента SV под действием большой нагрузки. Это смещение не критично, т.к. легко компенсируется программируемым увеличением хода балки. На станке, имеющем O-образную станину отсутствует горизонтальное смещение инструмента SH. Поэтому там инструмент сохраняет свое положение в вертикальной плоскости под воздействием нагрузки. На станке с C-образной станиной инструмент под нагрузкой смещается в горизонтальной плоскости, его ось перестает быть вертикальной. По этой причине верхний и нижний инструменты перестают быть соосными. Чтобы минимизировать этот отрицательный фактор приходится уменьшать зев и/или увеличивать размер и толщину боковин станины.
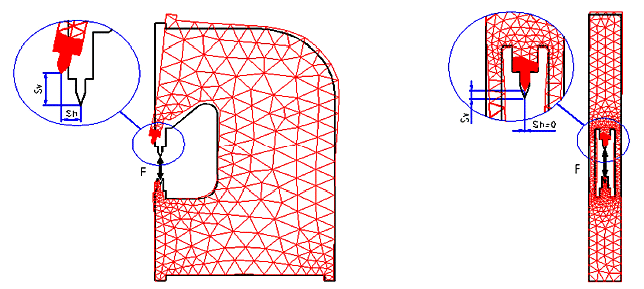
Распределение нагрузок в C-образной и О-образной станинах
Еще встречаются станки с нижней подвижной балкой. В таком варианте вся система привода балки расположена внизу станка, что упрощает конструкцию и ее обслуживание. Центр тяжести расположен гораздо ниже, поэтому станок более устойчив. Главный недостаток проявляется в ежедневном использовании станка. Пуансон всегда остается неподвижным, а матрица поднимается при каждом гибе. Вместе с ней должен подниматься задний упор, а самое главное — оператор должен поднимать и заготовку.

Листогиб Amada Promecam с нижней подвижной балкой
У подавляющего большинства современных станков нижняя балка неподвижна и является частью станины. Вся система привода верхней балки расположена сверху станка. Такая схема гораздо удобнее для оператора, а современные конструктивные решения позволяют ее реализовать.