Какой выбрать способ подачи СОЖ и воздуха при фрезеровании на станке с ЧПУ
- Введение
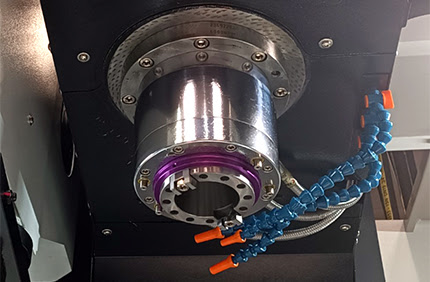
- Подача СОЖ через сопла, расположенные вокруг шпинделя
- Подача СОЖ и сжатого воздуха через боковые гибкие сопла
- Подача СОЖ высокого давления через шпиндель и инструмент
- Подача сжатого воздуха через шпиндель и инструмент
- Заключение
Введение
Смазочно-охлаждающая жидкость (СОЖ) необходима для решения нескольких важных задач:
- Охлаждение режущего инструмента и заготовки. СОЖ эффективно отводит тепло из зоны обработки, что не позволяет инструменту перегреваться, а обрабатываемому металлу деформироваться.
- Удаление стружки из зоны резания потоком СОЖ. Стружка не попадает повторно под инструмент, что предотвращает его преждевременный износ и повреждение обрабатываемой поверхности.
- Смазка режущего инструмента и заготовки. Смазка уменьшает износ инструмента и улучшает качество обработанной поверхности.
Применение качественной СОЖ увеличивает производительность металлообработки, повышает качество выпускаемой продукции. Чтобы использовать СОЖ наиболее эффективно, важно подавать ее в нужное место и под необходимым давлением. Рассмотрим основные способы подачи СОЖ в зону резания фрезерного станка с ЧПУ.
Подача СОЖ через сопла, расположенные вокруг шпинделя
В этом случае СОЖ обычно подается с давлением 2-4 бара, но сразу через несколько сопел, расположенных вокруг шпинделя. Сопла обеспечивают поток охлаждающей жидкости со всех сторон, предотвращая термический удар, который очень вреден для современного твердосплавного режущего инструмента. СОЖ должна постоянно охлаждать работающий инструмент, чтобы его температура резко не менялась. Температура инструмента может меняться, если СОЖ подается только с одной стороны. Тогда между инструментом и соплом может появиться заготовка, которая будет мешать охлаждать инструмент.

Сопла подачи СОЖ, расположенные вокруг шпинделя
Подача СОЖ с разных сторон широко используется на современных фрезерных станках с ЧПУ. Обычно она входит в базовую комплектацию станка. Но есть у этого способа и некоторые минусы: не очень эффективное удаление стружки из рабочей зоны и не очень большие возможности по настройке направления струй СОЖ.
Подача СОЖ и сжатого воздуха через боковые гибкие сопла
Главное преимущество подачи СОЖ через боковые гибкие сопла — возможность направить струю СОЖ практически под любым углом.
Боковые сопла подачи СОЖ и сжатого воздуха
Эти сопла также входят в базовую комплектацию станка. Давление тоже 2–4 бара. Можно использовать отдельно или вместе с соплами, которые расположены вокруг шпинделя.
Часто одно такое боковое сопло настроено не на подачу СОЖ, а на подачу сжатого воздуха, который подается под давлением 6-8 бар, что позволяет более эффективно удалять стружку из зоны резания. С подачей сжатого воздуха (сухая обработка) также становится лучше визуализация процесса резания.
Однако сжатый воздух хуже охлаждает рабочую зону и в этом случае нет смазки. Не все материалы так можно обрабатывать. Например, при обработке без смазки вязкого алюминия может образовываться нарост на режущих кромках инструмента, что приведет к его поломке. И некоторые материалы с низкой теплопроводностью (титан, жаропрочные сплавы) необходимо обрабатывать с применением СОЖ.
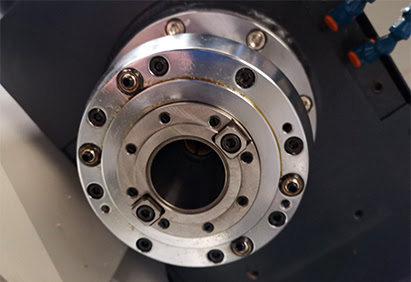
Подача СОЖ высокого давления через шпиндель и инструмент
Данные способ обеспечивает наиболее точную доставку СОЖ непосредственно в зону резания и очень эффективный отвод стружки. Особенно это касается глубоких глухих отверстий и карманов, куда струя СОЖ из внешнего сопла попасть не может. Также обеспечивается отличное охлаждение режущей кромки инструмента и детали. Все это позволяет увеличить производительность производства, работать на более высоких режимах.

Подача СОЖ высокого давления через шпиндель и инструмент
Давление СОЖ может быть разным, от 10 до 70 бар. Чаще предлагается система подачи СОЖ с фиксированным максимальным давлением (20 бар, 50 бар и др.), но может быть и регулируемая подача СОЖ высокого давления со специальным блоком управления. Обычно подача СОЖ высокого давления через шпиндель и инструмент предлагается в качестве дополнительной опции.
Такая подача СОЖ высокого давления требует более дорогого режущего инструмента с внутренними каналами. Для защиты насоса высокого давления и внутренних каналов от засорения в состав опции входит дополнительная система фильтрации СОЖ. Некоторые сверла с пластинами для своей работы даже требуют внутреннюю подачу СОЖ под высоким давлением.
Часто с подачей СОЖ высокого давления заказывают и систему вытяжки паров СОЖ из рабочей зоны станка.
Подача сжатого воздуха через шпиндель и инструмент
Сжатый воздух, подаваемый через шпиндель и инструмент, также эффективно удаляет стружку из глубоких карманов и отверстий, но хуже охлаждает зону обработки. Такую сухую обработку можно применять, когда работа с СОЖ из-за режущего инструмента или обрабатываемого материала не допускается.

Подача сжатого воздуха через режущий инструмент
При таком подходе в рабочей зоне станка не будет брызг и паров СОЖ, визуализация обработки станет лучше.
Для смазки режущего инструмента и обрабатываемой заготовки в струю воздуха может подмешиваться небольшое количество масла. Такая обработка с минимальным количеством смазки снижает трение между инструментом и заготовкой, предотвращает образование нароста на режущих кромках. При этом сохраняется хорошая видимость процесса обработки. Но в этом случае требуется система вытяжки масляного тумана из рабочей зоны станка.
Заключение
Выбор способа подачи СОЖ или сжатого воздуха в зону резания фрезерного станка с ЧПУ зависит от типа операции, обрабатываемого материала, режущего инструмента, требований к качеству поверхности и других факторов. Оптимальный выбор способа подачи будет обеспечивать не только эффективность и высокую производительность производства, но и стабильность процесса обработки, высокое качество выпускаемых деталей.