Почему возникает биение при обработке на станках с ЧПУ и как его избежать
- Введение
- Основные факторы, влияющие на биение
- Виды держателей и их особенности
- Влияние инструмента на биение и вибрации
- Рекомендации по вылету для расточных державок
- Борьба с вибрацией при обработке
- Заключение
Введение
Биение — одна из наиболее сложных проблем, с которыми сталкиваются в процессе металлообработки. Главная его особенность заключается в том, что оно практически незаметно во время работы: проявляется дефект уже после изготовления детали, когда исправить что-либо зачастую невозможно.
По сути, биение представляет собой отклонение режущего инструмента при вращении, что приводит к неравномерному распределению нагрузки на инструмент и заготовку.
Последствия биения — это преждевременный износ инструмента, снижение точности и качества готовых деталей, а также рост производственных затрат из-за брака и необходимости замены заготовки.
Основные факторы, влияющие на биение
Качество и надежность крепления инструмента. Чем точнее зафиксирован инструмент в держателе, тем меньше риск возникновения биения. При выборе фрезерного патрона учитывают:
- силу зажима;
- жесткость конструкции;
- балансировку для работы на высоких оборотах;
- передача крутящего момента.
Для черновой и получистовой обработки ключевым параметром является усилие зажима и способность держателя передавать большой крутящий момент.
Для чистовой обработки главным критерием выступает минимальное биение, так как именно оно определяет точность и качество поверхности.
Виды держателей и их особенности
- Гидравлические патроны — обеспечивают постоянное усилие зажима, защищают инструмент от вытягивания, гарантируют высокую точность биения и надежную передачу крутящего момента.
- Термозажимные патроны — отличаются высокой точностью и надежностью закрепления, особенно на высоких скоростях.
- Цанговые ER-патроны — универсальны за счет сменных цанг, но ограничены в передаче крутящего момента и точности.
- Патроны Weldon — хорошо передают крутящий момент, но обладают низкой точностью, что может негативно влиять на стойкость инструмента и качество поверхности.
| Гидропластовый патрон | Термозажимной патрон | Цанговый ER патрон | Патроны Weldon | |
|---|---|---|---|---|
| Надежность закрепления | Отлично | Отлично | Приемлемо | Отлично |
| Удобство замены инструмента | Отлично | Приемлемо | Хорошо | Отлично |
| Высокая точность (биение) | Отлично | Отлично | Приемлемо | Приемлемо |
| Универсальность | Отлично | Приемлемо | Отлично | Приемлемо |
| Геометрическая проходимость | Отлично | Отлично | Хорошо | Приемлемо |
Влияние инструмента на биение и вибрации
Величина биения во многом определяется геометрией инструмента, его массой и общей длиной наладки. С ростом вылета и длины сборки, жесткость системы снижается, что приводит к увеличению отклонения и вибраций во время обработки.

Для повышения жесткости и минимизации отжатия инструмента рекомендуется использовать наладку с минимально возможной длиной. Практически это означает, что сокращение длины наладки на 20% может снизить величину отжатия примерно на 50%, что существенно повышает стабильность процесса резания.
Рекомендации по вылету для расточных державок
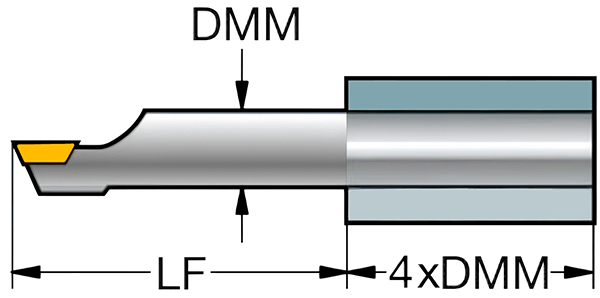
- При использовании инструмента со стальным корпусом вылет не должен превышать 4×D;
- для инструмента с корпусом из твердого сплава допустимый вылет увеличивается до 6×D.
Необходимо учитывать, что для всех типов державок длина части инструмента, закрепленной в станке, должна составлять не менее 4×D.
Борьба с вибрацией при обработке
Биение инструмента напрямую связано с возникновением вибраций, которые ухудшают шероховатость поверхности, снижают стойкость режущих пластин и приводят к неустойчивости процесса резания.
Рекомендации по снижению вибраций
-
Угол при вершине и вспомогательный угол в плане.
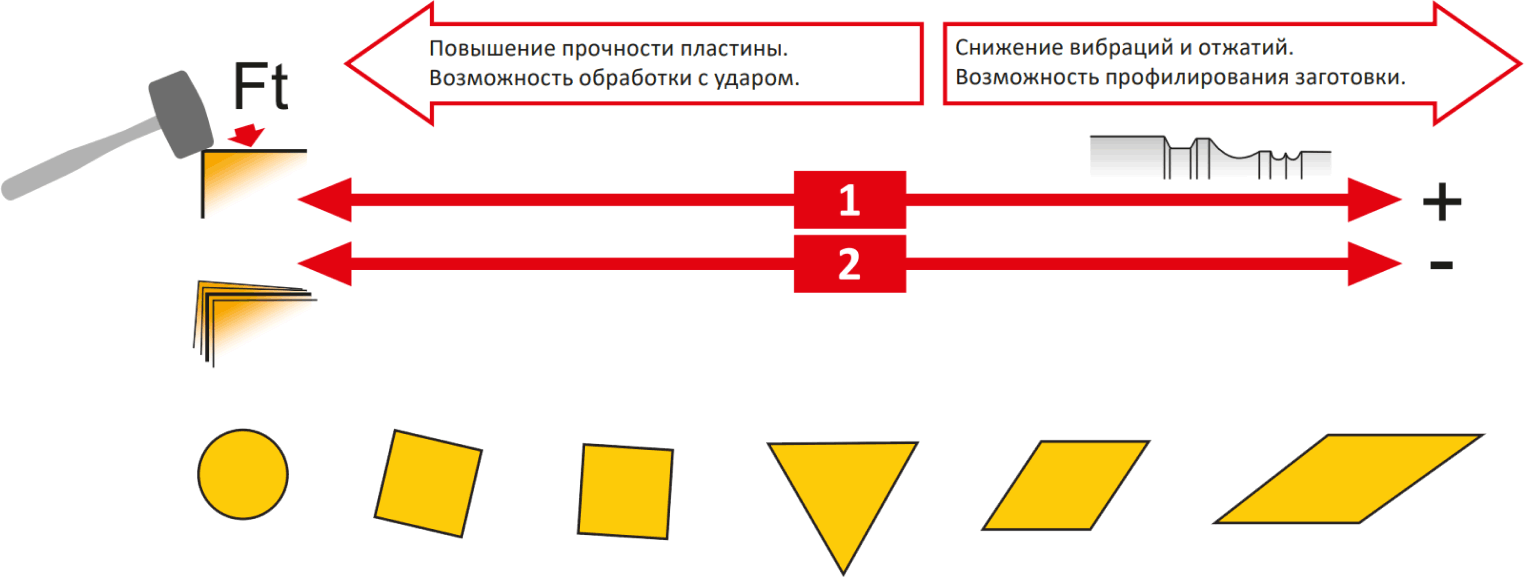
Рекомендуется выбирать пластины с минимально возможным углом при вершине (V — 35°, D — 55°, T — 60°). Пластины формы C, S, W и R нежелательны при риске вибраций.
-
Угол в плане.

Оптимально направлять силы резания в осевом направлении, так как радиальные усилия вызывают отжатие и вибрации. Применение инструмента с углом в плане около 90° позволяет перенаправить основную нагрузку вдоль оси шпинделя.
-
Радиус пластины.
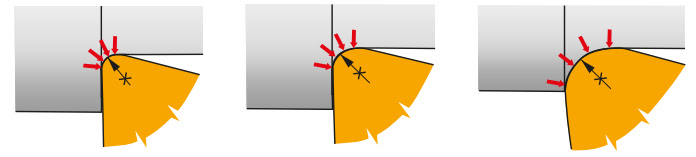
При риске вибрации предпочтительнее минимальный радиус при вершине. При выборе глубины резания всегда необходимо следить за тем, чтобы глубина резания была больше радиуса пластины.
Заключение
Минимизация биения является одним из ключевых условий стабильного и качественного процесса обработки. Правильный выбор держателя, закрепление инструмента, а также оптимальная геометрия позволяют существенно снизить биение и связанные с ним вибрации.
Все это обеспечивает:
- увеличение стойкости инструмента;
- повышение качества обрабатываемых поверхностей;
- снижение производственных затрат.