Как выбрать фрезерный патрон для станка: виды, особенности, рекомендации
Фрезерные патроны (оправки) играют ключевую роль в механической обработке, обеспечивая надежное и точное крепление режущих инструментов на станках. Рассмотрим в этой статье четыре типа держателей: цанговые патроны ER, патроны Weldon, термопатроны и гидропатроны.
Цанговые фрезерные патроны ER

Цанговые патроны ER — одни из наиболее популярных типов держателей для инструментов. Главная их особенность – это универсальность. В цанговые ER патроны можно установить любой инструмент с цилиндрическим хвостовиком: концевые фрезы, сверла, инструмент с хвостовиком Weldon, машинные метчики.
Зажим инструмента происходит через специальную разрезную ER цангу, которая фиксируется в самом патроне.
ER цанги и патроны имеют следующие типоразмеры внешнего диаметра: ER8, ER11, ER16, ER20, ER25, ER32, ER40 и ER50. Чем больше диаметр цанги, тем больше диапазон зажимаемого инструмента. Например, в патрон с цангой ER40 можно установить режущий инструмент с диапазоном диаметров 3–26 мм, а в цангу ER25 – 1–16 мм.
Стандартные и высокоточные

ER цанги способны зажимать инструменты различных диаметров. Обычно стандартные цанги изготавливаются с точностью 0,01 и 0,015 мм. Высокоточные ER цанги отличаются минимальным биением 0,005 или 0,008 мм.
Также стоит обратить внимание на диапазон зажима отдельных цанг, например цанга ER25-10 имеет диапазон зажима 10–9 мм, а ER11-06 – 6–5,5 мм. Это означает, что ER цанги также способны зажимать инструмент с меньшим диаметром на 1–0,5 мм.
Герметичные

Герметичные ER цанги оснащены уплотнительными элементами, предотвращающими попадание охлаждающей жидкости внутрь. Такие цанги применяются для инструмента с канавками для подачи СОЖ. Они особенно полезны при работе с системой подачи охлаждающей жидкости через шпиндель. Диапазон зажима у таких цанг (в отличие от стандартных ER) равен номинальному размеру.
Для метчиков

В конструкции таких цанг, кроме цилиндрического отверстия, есть посадочное место под квадрат метчика, который удерживает его от проворота во время нарезания резьбы.
Сборка и разборка патрона
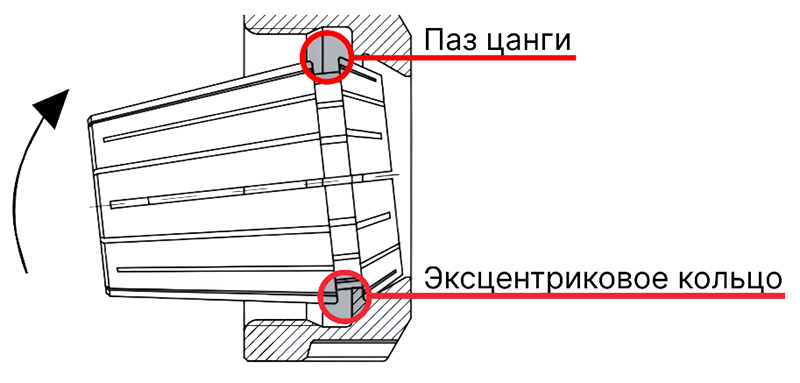
Установка ER цанги в патрон:
- Вставьте паз цанги в эксцентриковое кольцо зажимной гайки.
- Надавите на цангу в направлении, указанное стрелкой, до щелчка.
- Установите инструмент и закрутите гайку в патроне.
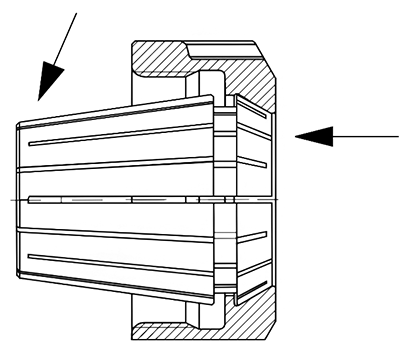
Извлечение ER цанги из патрона:
- Открутите гайку с патрона.
- Одновременно надавите на лицевую и боковую часть цанги в направлении стрелок.
- Извлеките цангу из патрона.
Рекомендации
-
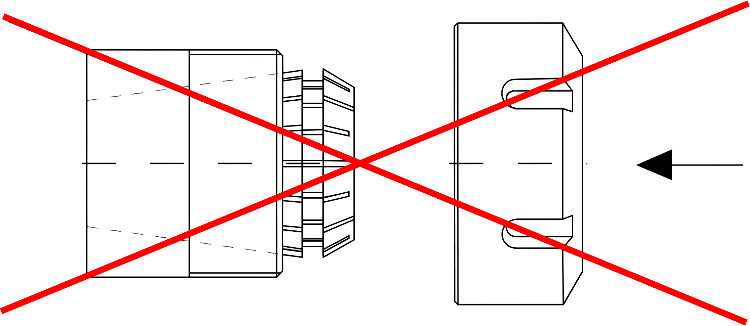
Сначала установите цангу в гайку, а потом фиксируйте её в патроне.
-
Используйте соответствующий размер инструмента: если вам необходимо зажать инструмент с диаметром 12.3, нельзя использовать цангу с диапазоном зажима 12–11 мм, выбирайте цангу с зажимом 13–12 мм.
-
Не затягивайте гайку с цангой без установленного инструмента.
-
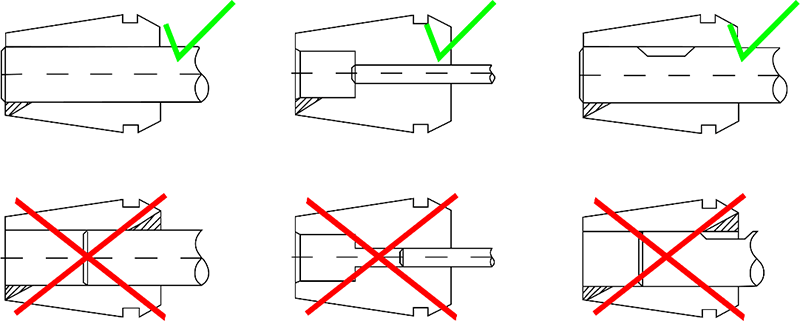
Устанавливайте осевой инструмент во всю длину цанги — такой метод обеспечит надежную работу и сократит биение инструмента. Не устанавливайте инструмент менее, чем на 2/3 длины. Помните, что неправильная установка инструмента может привести к повреждениям.
Патроны Weldon

Фрезерные патроны Weldon предназначены для фиксации инструментов со стандартом Weldon, которые имеют лыску на цилиндрическом хвостовике.
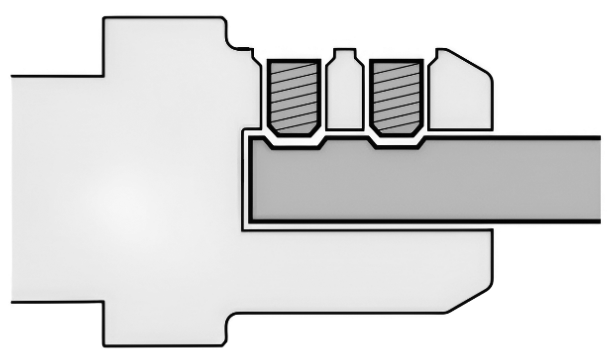
Патрон Weldon просты в эксплуатации — для зажима необходимо установить инструмент в отверстие патрона и затянуть винтом. Винт надежно фиксирует инструмент, предотвращает его вытягивание из патрона и проворот во время обработки. Особенность патрона Weldon в том, что он рассчитан только на свой диаметр инструмента. Также из минусов можно отметить невысокую точность, что делает патрон в основном пригодным для черновых фрезерных операций.
Преимущества фрезерных патронов Weldon
- Надежность крепления. Патроны Weldon обеспечивают надежное и прочное крепление инструмента благодаря боковому винту, который фиксирует хвостовик инструмента в патроне. Это уменьшает риск проскальзывания инструмента во время работы.
- Простота использования. Конструкция патрона проста и интуитивно понятна, что облегчает установку и замену инструмента. Для его закрепления требуется минимальное количество действий.
- Подходит для тяжелых условий эксплуатации. Патроны часто используются в тяжелой металлообработке благодаря своей прочности и способности выдерживать высокие нагрузки.
Недостатки фрезерных патронов Weldon
- Ограниченная точность. В сравнении с некоторыми другими типами патронов (например, термозажимными или гидравлическими), патроны Weldon могут уступать в точности зажима и соосности, что может влиять на качество обработки, особенно при выполнении высокоточных работ.
- Ограниченная универсальность. Патроны Weldon не так универсальны, как цанговые патроны ER или гидравлические патроны. Они рассчитаны на определенный диаметр хвостовика и требуют наличия инструментов с соответствующим хвостовиком.
Термопатроны

Термопатроны идеально подходят для высокоскоростной и высокоточной обработки, где требуется минимальное биение и надежный зажим. Они подходят для использования с твердосплавными инструментами с цилиндрическим хвостовиком.
Принцип работы термопатрона заключается в методе термического расширения и сжатия для зажима инструмента. Патрон нагревается в специальной установке, что вызывает его расширение, затем устанавливается инструмент, а при охлаждении патрон сжимается, плотно зажимая хвостовик инструмента. Разжим происходит аналогичным методом.

Термоустановка для нагрева термопатронов
Установка режущего инструмента в термопатрон
Пошаговая установка инструмента в термозажимной патрон:
- Нагрев патрона. Нагрейте термопатрон до требуемой температуры, используя специализированное оборудование.
- Установка инструмента. Вставьте хвостовик инструмента в расширенный патрон.
- Охлаждение. Оставьте патрон остывать, обеспечивая плотное зажатие инструмента.
Преимущества и недостатки
К преимуществам оснастки относятся:
-
Высокая точность зажима . Термозажимные патроны обеспечивают исключительную точность зажима инструмента благодаря равномерному и симметричному зажатию по всей окружности хвостовика инструмента. Это достигается путем нагрева патрона до определенной температуры, при которой его внутренний диаметр расширяется, позволяя вставить инструмент. После охлаждения патрон плотно и равномерно обхватывает инструмент.
-
Высокая жесткость и стабильность . Благодаря равномерному зажиму, термозажимные патроны обеспечивают высокую жесткость соединения между инструментом и станком. Это уменьшает вибрации и биение, что особенно важно при выполнении высокоточных операций и при работе с материалами, требующими высокой точности.
-
Улучшенное качество обработки поверхности . Стабильность и точность зажима, которые обеспечивают термозажимные патроны, способствуют получению более высокого качества поверхности обработанных деталей. Это особенно важно в прецизионной обработке, где требуется минимальная шероховатость поверхности.
-
Геометрическая проходимость . Термозажимные патроны имеют компактную конструкцию, что позволяет инструменту легко проходить в узкие или сложные зоны обработки.
Несмотря на многочисленные преимущества, термозажимные фрезерные патроны имеют и некоторые недостатки. Рассмотрим основные минусы, которые следует учитывать при выборе этих патронов для производственных задач.
- Высокая первоначальная стоимость . Термозажимные патроны и необходимое оборудование для их использования имеют более высокую первоначальную стоимость по сравнению с традиционными патронами. Для работы с термозажимными патронами требуется специальное нагревательное оборудование, которое необходимо для разжима и зажима инструмента. Это оборудование требует дополнительного места и обслуживания, а также может быть источником дополнительных затрат.
- Время на охлаждение . После нагрева патрона для установки или снятия инструмента требуется время на его охлаждение до рабочей температуры. Это может увеличить общее время замены инструмента и снизить производительность, особенно если требуется частая смена инструментов.
- Ограниченный диапазон размеров инструмента . Термозажимные патроны могут быть ограничены по размеру хвостовика инструментов, которые они способны зажать. Также в термопатроны можно устанавливать только осевой инструмент с цилиндрических хвостовиком, что сказывается на его универсальности.
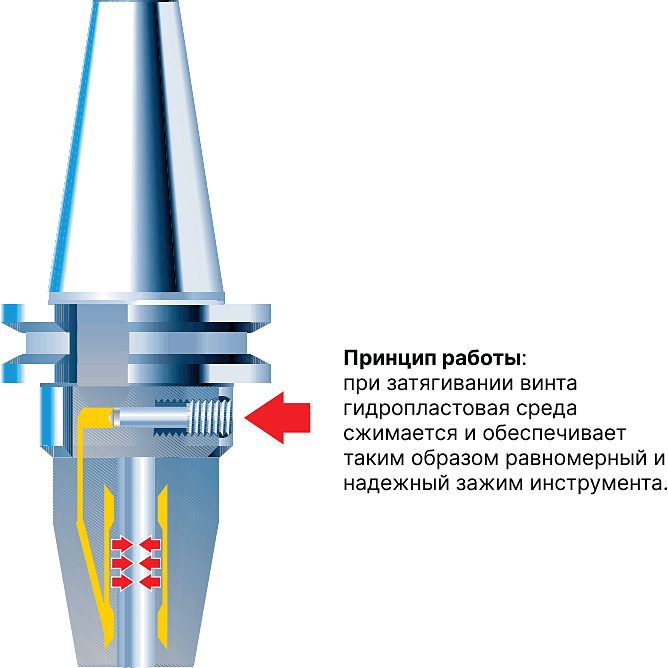
Гидропатроны

Сегодня гидропластовые патроны считаются передовым решением среди фрезерных патронов. Они отличаются высокой силой зажима, а также превосходной универсальностью и простотой использования. В процессе вращения зажимного винта в камере создаётся давление, которое приводит к уменьшению внутреннего диаметра патрона. Это позволяет надежно закрепить инструмент, обеспечивая минимальное радиальное биение.
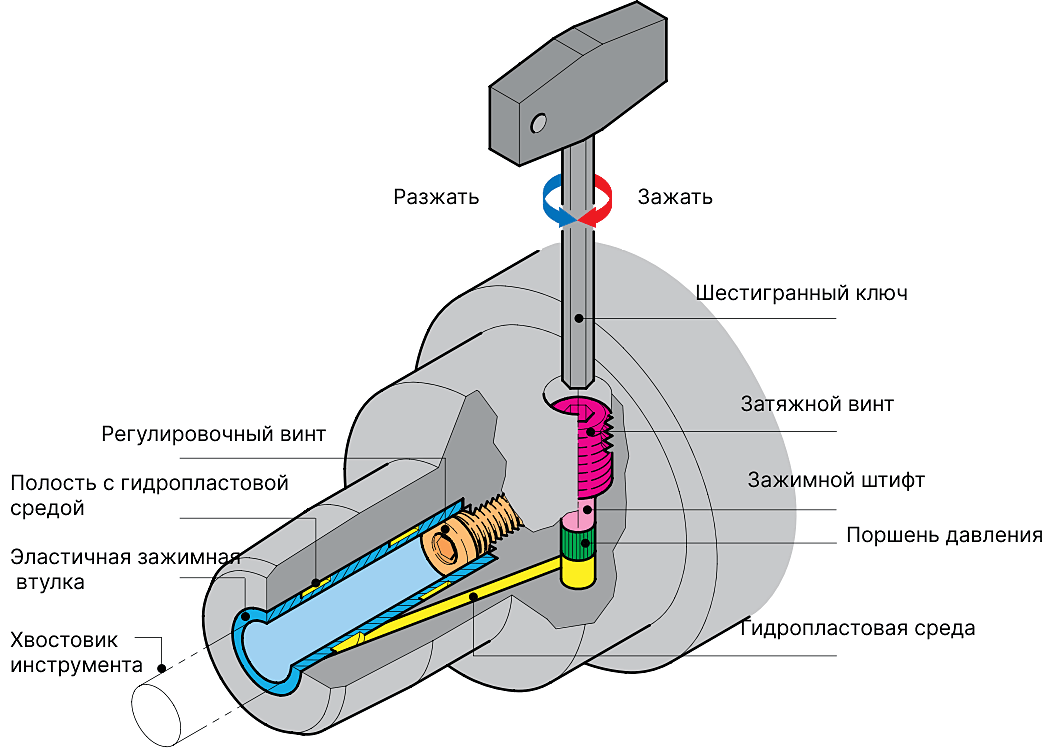
Внутреннее устройство гидропластового патрона
По удобству использования гидропатроны сравнимы с фрезерными патронами Weldon и работают по такому же принципу: достаточно установить инструмент и закрутить винт. Для повышения универсальности гидропатронов рекомендуется использовать специальные цанги, у которых диапазон зажима инструмента составляет 3–32 мм, в зависимости от размеров самого гидропатрона.

Переходные цанги для гидропатронов
Для работы с гидропатроном подойдет любой инструмент с цилиндрическим хвостовиком. Также допускается использовать инструменты с хвостовиком Weldon с лыской, но такой хвостовик следует зажимать только через переходную цангу, иначе есть возможность повредить мембрану при зажиме.
Преимущества и недостатки
К преимуществам оснастки относятся:
- Высокая точность зажима . Гидропластовые патроны обеспечивают высокую точность зажима благодаря равномерному распределению гидравлического давления по всей поверхности хвостовика инструмента. Это минимизирует биение и вибрации, что особенно важно для высокоточных операций.
- Легкость и скорость замены инструмента . Процесс замены инструмента в гидропластовых патронах простой и быстрый. Для этого требуется лишь ослабить гидравлический зажим, извлечь инструмент и установить новый, после чего затянуть винт. Это существенно снижает время простоя станка и повышает общую производительность.
- Высокая жесткость и устойчивость . Гидропластовые патроны обладают высокой жесткостью благодаря равномерному распределению давления, что обеспечивает устойчивость инструмента даже при высоких нагрузках. Это важно для стабильной и качественной обработки деталей.
Наряду с преимуществами, гидропластовые патроны обладают некоторыми недостатками:
- Высокая стоимость . Гидропластовые патроны стоят дороже других типов патронов, таких как цанговые или Weldon. Высокая цена обусловлена сложностью их конструкции и использованием высококачественных материалов.
- Сложность конструкции . Гидравлические патроны имеют сложную конструкцию, которая включает в себя гидравлическую систему для создания равномерного зажима инструмента. Это делает их более подверженными механическим повреждениям. Например, не следует зажимать пустой гидропатрон без инструмента, это может привести к его поломке.
Заключение
Выбор правильного держателя инструмента зависит от конкретной задачи и типа обработки. Цанговые патроны ER обеспечивают универсальность и точность, патроны для хвостовиков Weldon — надежность и прочность зажима, а гидропатроны — высочайшую точность и снижение вибраций. Понимание особенностей каждого типа держателя и их правильное использование позволят значительно повысить эффективность и качество механической обработки.
В современном массовом производстве подбор оснащения для станка или обрабатывающего центра с ЧПУ — ключевой технологический аспект в области промышленной металлообработки. Грамотный выбор и эксплуатация станочной оснастки позволит значительно улучшить качество продукции, увеличить скорость обработки и, как результат, сократить производственные затраты.