Монолитные (цельные) твердосплавные сверла
Скидка 9%
Под заказ


Сверло центровочное DCK182-CAEC00-2000
AC.GSD11646
AdvaCut - Арт. AC.GSD11646
Под заказ
Бывший AC.GSD00587 - DCK182-APN-2000
Бывший AC.GSD00587 - DCK182-APN-2000
19 757,
39 ₽
21 711,41 ₽
Цена c НДС, рассчитана по прайс-листу от 02.03.2026
Цена c НДС, с учетом доставки до завода покупателя. Пуско-наладочные работы и обучение оплачиваются сервисной компании отдельно.
Доставка до ПВЗ "СДЭК" или "Деловые Линии"
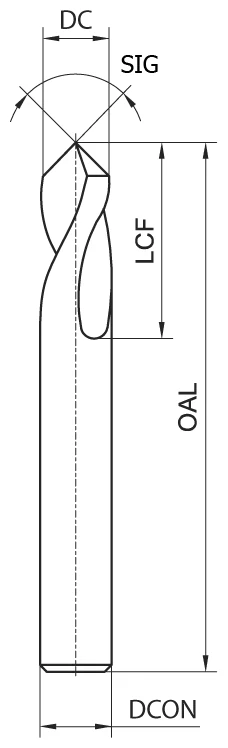
Основные параметры
| Диаметр сверла (DC), мм | 20 |
|---|---|
| Обрабатываемый металл | Р (сталь), K (чугун), N (алюминий и прочие сплавы цветных металлов) |
| Тип сверла | Центровочное |
| Угол при вершине сверла (SIG) | 145° |
| Материал режущего инструмента | Твердый сплав |
| Размер крепления режущего инструмента (DCON), мм | 20 |
| Серия сверл | DCK182 |
| Каналы для СОЖ | Нет каналов |
| Посадка | Цилиндр |
| Длина сверла (OAL), мм | 131 |
| Длина рабочей части сверла (LCF), мм | 40 |
| Особенности | Центровочное сверло с углом 145° |
| Бренд | AdvaСut |
| Вид номенклатуры | Монолитные (цельные) твердосплавные сверла |
Серия сверл: DCK182
Центровочные сверла серии DCK182 предназначены для создания центровых отверстий и обработки фасок в деталях из стали, чугуна, алюминиевых и медных сплавов.
Режимы резания
| Обрабатываемый материал | Твердость | DC, мм | Скорость резания Vc (м/мин) | Подача fn (мм/об) |
|---|---|---|---|---|
 без каналов СОЖ |
||||
| P — Сталь | ||||
| Низкоуглеродистая сталь (длинная стружка) | | 4 | 130-100-60 | 0,12-0,15-0,18 |
|
| 6 | 130-100-60 | 0,14-0,17-0,20 | ||
| 8 | 130-100-60 | 0,16-0,20-0,26 | ||
| 10 | 130-100-60 | 0,18-0,24-0,30 | ||
| 12 | 130-100-60 | 0,20-0,26-0,32 | ||
| 14 | 130-100-60 | 0,24-0,30-0,35 | ||
| 16 | 130-100-60 | 0,28-0,34-0,40 | ||
| 20 | 130-100-60 | 0,32-0,38-0,45 | ||
| Низкоуглеродистая сталь (короткая стружка), автоматная сталь | | 4 | 120-100-60 | 0,10-0,14-0,18 |
|
| 6 | 120-100-60 | 0,14-0,16-0,20 | ||
| 8 | 120-100-60 | 0,16-0,20-0,24 | ||
| 10 | 120-100-60 | 0,18-0,24-0,30 | ||
| 12 | 120-100-60 | 0,20-0,26-0,32 | ||
| 14 | 120-100-60 | 0,24-0,28-0,34 | ||
| 16 | 120-100-60 | 0,28-0,34-0,40 | ||
| 20 | 120-100-60 | 0,32-0,38-0,45 | ||
| Средне- и высокоуглеродистая сталь | | 4 | 110-80-60 | 0,10-0,13-0,16 |
|
| 6 | 110-80-60 | 0,12-0,15-0,18 | ||
| 8 | 110-80-60 | 0,14-0,18-0,22 | ||
| 10 | 110-80-60 | 0,16-0,20-0,24 | ||
| 12 | 110-80-60 | 0,18-0,24-0,30 | ||
| 14 | 110-80-60 | 0,20-0,26-0,30 | ||
| 16 | 110-80-60 | 0,22-0,28-0,32 | ||
| 20 | 110-80-60 | 0,26-0,32-0,40 | ||
| Легированная сталь, инструментальная сталь | | 4 | 110-80-60 | 0,10-0,13-0,16 |
|
| 6 | 110-80-60 | 0,12-0,15-0,18 | ||
| 8 | 110-80-60 | 0,14-0,18-0,22 | ||
| 10 | 110-80-60 | 0,16-0,20-0,24 | ||
| 12 | 110-80-60 | 0,18-0,24-0,30 | ||
| 14 | 110-80-60 | 0,20-0,26-0,30 | ||
| 16 | 110-80-60 | 0,22-0,28-0,32 | ||
| 20 | 110-80-60 | 0,26-0,32-0,40 | ||
| Легированная сталь, инструментальная сталь | HRC35-HRC48 | 4 | 100-80-60 | 0,10-0,12-0,16 |
| 6 | 100-80-60 | 0,12-0,14-0,18 | ||
| 8 | 100-80-60 | 0,14-0,16-0,20 | ||
| 10 | 100-80-60 | 0,16-0,20-0,24 | ||
| 12 | 100-80-60 | 0,18-0,24-0,30 | ||
| 14 | 100-80-60 | 0,20-0,26-0,30 | ||
| 16 | 100-80-60 | 0,22-0,28-0,32 | ||
| 20 | 100-80-60 | 0,26-0,32-0,40 | ||
| K — Чугун | Серый чугун | | 4 | 140-120-60 | 0,12-0,20-0,26 |
6 | 140-120-60 | 0,17-0,26-0,32 | 8 | 140-120-60 | 0,20-0,32-0,40 | 10 | 140-120-60 | 0,25-0,30-0,36 | 12 | 140-120-60 | 0,26-0,32-0,38 | 14 | 140-120-60 | 0,28-0,32-0,40 | 16 | 140-120-60 | 0,30-0,36-0,42 | 20 | 140-120-60 | 0,32-0,38-0,44 | Чугун с шаровидным графитом, легированный чугун |
4 | 130-105-60 | 0,12-0,18-0,24 |
6 | 130-105-60 | 0,15-0,20-0,27 | 8 | 130-105-60 | 0,17-0,22-0,30 | 10 | 130-105-60 | 0,20-0,26-0,32 | 12 | 130-105-60 | 0,22-0,28-0,34 | 14 | 130-105-60 | 0,24-0,30-0,36 | 16 | 130-105-60 | 0,26-0,32-0,38 | 20 | 130-105-60 | 0,30-0,36-0,42 | Чугун с шаровидным графитом, легированный чугун |
4 | 120-90-60 | 0,10-0,16-0,22 |
6 | 120-90-60 | 0,10-0,13-0,16 | 8 | 120-90-60 | 0,13-0,17-0,21 | 10 | 120-90-60 | 0,15-0,20-0,26 | 12 | 120-90-60 | 0,17-0,22-0,28 | 14 | 120-90-60 | 0,19-0,26-0,31 | 16 | 120-90-60 | 0,20-0,27-0,33 | 20 | 120-90-60 | 0,28-0,29-0,35 | N — Цветные металлы | Деформируемые алюминиевые сплавы (Si<2%) |
– | 4 | 150-120-60 | 0,12-0,20-0,26 |
6 | 150-120-60 | 0,17-0,26-0,32 | 8 | 150-120-60 | 0,20-0,32-0,40 | 10 | 150-120-60 | 0,25-0,30-0,36 | 12 | 150-120-60 | 0,26-0,32-0,38 | 14 | 150-120-60 | 0,28-0,32-0,40 | 16 | 150-120-60 | 0,30-0,36-0,42 | 20 | 150-120-60 | 0,32-0,38-0,44 | Алюминиевое литье (Si<12%) |
– | 4 | 150-120-60 | 0,12-0,18-0,24 |
6 | 150-120-60 | 0,15-0,20-0,27 | 8 | 150-120-60 | 0,17-0,22-0,30 | 10 | 150-120-60 | 0,20-0,26-0,32 | 12 | 150-120-60 | 0,22-0,28-0,34 | 14 | 150-120-60 | 0,24-0,30-0,36 | 16 | 150-120-60 | 0,26-0,32-0,38 | 20 | 150-120-60 | 0,30-0,36-0,42 | Алюминиевое литье (Si>12%) |
– | 4 | 150-120-60 | 0,10-0,13-0,16 |
6 | 150-120-60 | 0,12-0,15-0,18 | 8 | 150-120-60 | 0,14-0,18-0,22 | 10 | 150-120-60 | 0,16-0,20-0,24 | 12 | 150-120-60 | 0,18-0,24-0,30 | 14 | 150-120-60 | 0,20-0,26-0,30 | 16 | 150-120-60 | 0,22-0,28-0,32 | 20 | 150-120-60 | 0,26-0,32-0,40 | Медь, сплавы меди |
4 | 150-120-60 | 0,10-0,12-0,16 |
6 | 150-120-60 | 0,12-0,14-0,18 | 8 | 150-120-60 | 0,14-0,16-0,20 | 10 | 150-120-60 | 0,16-0,20-0,24 | 12 | 150-120-60 | 0,18-0,24-0,30 | 14 | 150-120-60 | 0,20-0,26-0,30 | 16 | 150-120-60 | 0,22-0,28-0,32 | 20 | 150-120-60 | 0,26-0,32-0,40 | |
Примечания:
- для закрепления инструмента рекомендуется использовать гидравлический или цанговый патроны;
- радиальное биение инструмента в шпинделе должно быть не более 0,02 мм;
- Режимы резания даны с учетом использования СОЖ.
| Диаметр сверла (DC), мм | 20 |
|---|---|
| Обрабатываемый металл | Р (сталь), K (чугун), N (алюминий и прочие сплавы цветных металлов) |
| Тип сверла | Центровочное |
| Угол при вершине сверла (SIG) | 145° |
| Материал режущего инструмента | Твердый сплав |
| Размер крепления режущего инструмента (DCON), мм | 20 |
| Серия сверл | DCK182 |
| Каналы для СОЖ | Нет каналов |
| Посадка | Цилиндр |
| Длина сверла (OAL), мм | 131 |
| Длина рабочей части сверла (LCF), мм | 40 |
| Особенности | Центровочное сверло с углом 145° |
| Бренд | AdvaСut |
| Вид номенклатуры | Монолитные (цельные) твердосплавные сверла |
Серия сверл: DCK182
Центровочные сверла серии DCK182 предназначены для создания центровых отверстий и обработки фасок в деталях из стали, чугуна, алюминиевых и медных сплавов.
Режимы резания
| Обрабатываемый материал | Твердость | DC, мм | Скорость резания Vc (м/мин) | Подача fn (мм/об) |
|---|---|---|---|---|
без каналов СОЖ |
||||
| P — Сталь | ||||
| Низкоуглеродистая сталь (длинная стружка) | | 4 | 130-100-60 | 0,12-0,15-0,18 |
|
| 6 | 130-100-60 | 0,14-0,17-0,20 | ||
| 8 | 130-100-60 | 0,16-0,20-0,26 | ||
| 10 | 130-100-60 | 0,18-0,24-0,30 | ||
| 12 | 130-100-60 | 0,20-0,26-0,32 | ||
| 14 | 130-100-60 | 0,24-0,30-0,35 | ||
| 16 | 130-100-60 | 0,28-0,34-0,40 | ||
| 20 | 130-100-60 | 0,32-0,38-0,45 | ||
| Низкоуглеродистая сталь (короткая стружка), автоматная сталь | | 4 | 120-100-60 | 0,10-0,14-0,18 |
|
| 6 | 120-100-60 | 0,14-0,16-0,20 | ||
| 8 | 120-100-60 | 0,16-0,20-0,24 | ||
| 10 | 120-100-60 | 0,18-0,24-0,30 | ||
| 12 | 120-100-60 | 0,20-0,26-0,32 | ||
| 14 | 120-100-60 | 0,24-0,28-0,34 | ||
| 16 | 120-100-60 | 0,28-0,34-0,40 | ||
| 20 | 120-100-60 | 0,32-0,38-0,45 | ||
| Средне- и высокоуглеродистая сталь | | 4 | 110-80-60 | 0,10-0,13-0,16 |
|
| 6 | 110-80-60 | 0,12-0,15-0,18 | ||
| 8 | 110-80-60 | 0,14-0,18-0,22 | ||
| 10 | 110-80-60 | 0,16-0,20-0,24 | ||
| 12 | 110-80-60 | 0,18-0,24-0,30 | ||
| 14 | 110-80-60 | 0,20-0,26-0,30 | ||
| 16 | 110-80-60 | 0,22-0,28-0,32 | ||
| 20 | 110-80-60 | 0,26-0,32-0,40 | ||
| Легированная сталь, инструментальная сталь | | 4 | 110-80-60 | 0,10-0,13-0,16 |
|
| 6 | 110-80-60 | 0,12-0,15-0,18 | ||
| 8 | 110-80-60 | 0,14-0,18-0,22 | ||
| 10 | 110-80-60 | 0,16-0,20-0,24 | ||
| 12 | 110-80-60 | 0,18-0,24-0,30 | ||
| 14 | 110-80-60 | 0,20-0,26-0,30 | ||
| 16 | 110-80-60 | 0,22-0,28-0,32 | ||
| 20 | 110-80-60 | 0,26-0,32-0,40 | ||
| Легированная сталь, инструментальная сталь | HRC35-HRC48 | 4 | 100-80-60 | 0,10-0,12-0,16 |
| 6 | 100-80-60 | 0,12-0,14-0,18 | ||
| 8 | 100-80-60 | 0,14-0,16-0,20 | ||
| 10 | 100-80-60 | 0,16-0,20-0,24 | ||
| 12 | 100-80-60 | 0,18-0,24-0,30 | ||
| 14 | 100-80-60 | 0,20-0,26-0,30 | ||
| 16 | 100-80-60 | 0,22-0,28-0,32 | ||
| 20 | 100-80-60 | 0,26-0,32-0,40 | ||
| K — Чугун | Серый чугун | | 4 | 140-120-60 | 0,12-0,20-0,26 |
6 | 140-120-60 | 0,17-0,26-0,32 | 8 | 140-120-60 | 0,20-0,32-0,40 | 10 | 140-120-60 | 0,25-0,30-0,36 | 12 | 140-120-60 | 0,26-0,32-0,38 | 14 | 140-120-60 | 0,28-0,32-0,40 | 16 | 140-120-60 | 0,30-0,36-0,42 | 20 | 140-120-60 | 0,32-0,38-0,44 | Чугун с шаровидным графитом, легированный чугун |
4 | 130-105-60 | 0,12-0,18-0,24 |
6 | 130-105-60 | 0,15-0,20-0,27 | 8 | 130-105-60 | 0,17-0,22-0,30 | 10 | 130-105-60 | 0,20-0,26-0,32 | 12 | 130-105-60 | 0,22-0,28-0,34 | 14 | 130-105-60 | 0,24-0,30-0,36 | 16 | 130-105-60 | 0,26-0,32-0,38 | 20 | 130-105-60 | 0,30-0,36-0,42 | Чугун с шаровидным графитом, легированный чугун |
4 | 120-90-60 | 0,10-0,16-0,22 |
6 | 120-90-60 | 0,10-0,13-0,16 | 8 | 120-90-60 | 0,13-0,17-0,21 | 10 | 120-90-60 | 0,15-0,20-0,26 | 12 | 120-90-60 | 0,17-0,22-0,28 | 14 | 120-90-60 | 0,19-0,26-0,31 | 16 | 120-90-60 | 0,20-0,27-0,33 | 20 | 120-90-60 | 0,28-0,29-0,35 | N — Цветные металлы | Деформируемые алюминиевые сплавы (Si<2%) |
– | 4 | 150-120-60 | 0,12-0,20-0,26 |
6 | 150-120-60 | 0,17-0,26-0,32 | 8 | 150-120-60 | 0,20-0,32-0,40 | 10 | 150-120-60 | 0,25-0,30-0,36 | 12 | 150-120-60 | 0,26-0,32-0,38 | 14 | 150-120-60 | 0,28-0,32-0,40 | 16 | 150-120-60 | 0,30-0,36-0,42 | 20 | 150-120-60 | 0,32-0,38-0,44 | Алюминиевое литье (Si<12%) |
– | 4 | 150-120-60 | 0,12-0,18-0,24 |
6 | 150-120-60 | 0,15-0,20-0,27 | 8 | 150-120-60 | 0,17-0,22-0,30 | 10 | 150-120-60 | 0,20-0,26-0,32 | 12 | 150-120-60 | 0,22-0,28-0,34 | 14 | 150-120-60 | 0,24-0,30-0,36 | 16 | 150-120-60 | 0,26-0,32-0,38 | 20 | 150-120-60 | 0,30-0,36-0,42 | Алюминиевое литье (Si>12%) |
– | 4 | 150-120-60 | 0,10-0,13-0,16 |
6 | 150-120-60 | 0,12-0,15-0,18 | 8 | 150-120-60 | 0,14-0,18-0,22 | 10 | 150-120-60 | 0,16-0,20-0,24 | 12 | 150-120-60 | 0,18-0,24-0,30 | 14 | 150-120-60 | 0,20-0,26-0,30 | 16 | 150-120-60 | 0,22-0,28-0,32 | 20 | 150-120-60 | 0,26-0,32-0,40 | Медь, сплавы меди |
4 | 150-120-60 | 0,10-0,12-0,16 |
6 | 150-120-60 | 0,12-0,14-0,18 | 8 | 150-120-60 | 0,14-0,16-0,20 | 10 | 150-120-60 | 0,16-0,20-0,24 | 12 | 150-120-60 | 0,18-0,24-0,30 | 14 | 150-120-60 | 0,20-0,26-0,30 | 16 | 150-120-60 | 0,22-0,28-0,32 | 20 | 150-120-60 | 0,26-0,32-0,40 | |
Примечания:
- для закрепления инструмента рекомендуется использовать гидравлический или цанговый патроны;
- радиальное биение инструмента в шпинделе должно быть не более 0,02 мм;
- Режимы резания даны с учетом использования СОЖ.