Монолитные (цельные) твердосплавные сверла
Скидка 9%
Под заказ


Сверло твердосплавное SAL01-CAEC05-0870
AC.GSD02505
AdvaCut - Арт. AC.GSD02505
Под заказ
4 523,
55 ₽
4 970,94 ₽
Цена c НДС, рассчитана по прайс-листу от 05.03.2026
Цена c НДС, с учетом доставки до завода покупателя. Пуско-наладочные работы и обучение оплачиваются сервисной компании отдельно.
Доставка до ПВЗ "СДЭК" или "Деловые Линии"
Основные параметры
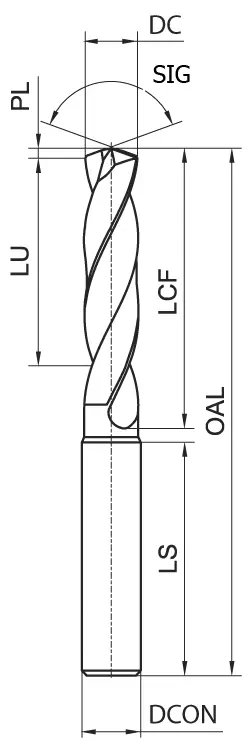
| Диаметр сверла (DC), мм | 8.7 |
|---|---|
| Обрабатываемый металл | N (алюминий и прочие сплавы цветных металлов) |
| Тип сверла | Спиральное |
| Глубина сверления | 5D |
| Угол при вершине сверла (SIG) | 140° |
| Материал режущего инструмента | Твердый сплав |
| Серия сверл | SAL01 |
| Размер крепления режущего инструмента (DCON), мм | 10 |
| Каналы для СОЖ | Нет каналов |
| Посадка | Цилиндр |
| Длина сверла (OAL), мм | 103 |
| Длина рабочей части сверла (LCF), мм | 61 |
| Особенности | Сверло для обработки алюминия |
| Бренд | AdvaСut |
| Вид номенклатуры | Монолитные (цельные) твердосплавные сверла |
Серия сверл: SAL01
Сверла SAL01 разработаны для обработки алюминиевых сплавов, меди и композитных материалов.
Режимы резания
| Обрабатываемый материал | Твердость | DC, мм | Скорость резания Vc (м/мин) | Подача fn (мм/об) | |
|---|---|---|---|---|---|
 без каналов СОЖ |
 с каналами СОЖ |
||||
| N — Цветные металлы | |||||
| Деформируемые алюминиевые сплавы (Si<12%) | – | 3 | 250-150-80 | 315-230-90 | 0,06-0,09-0,11 |
| 4 | 250-150-80 | 315-230-90 | 0,13-0,20-0,26 | ||
| 6 | 250-150-80 | 315-230-90 | 0,16-0,22-0,28 | ||
| 8 | 250-150-80 | 315-230-90 | 0,18-0,26-0,32 | ||
| 10 | 250-150-80 | 315-230-90 | 0,20-0,30-0,38 | ||
| 12 | 250-150-80 | 315-230-90 | 0,22-0,34-0,42 | ||
| 14 | 250-150-80 | 315-230-90 | 0,24-0,36-0,44 | ||
| 16 | 250-150-80 | 315-230-90 | 0,28-0,38-0,46 | ||
| 18 | 250-150-80 | 315-230-90 | 0,32-0,40-0,48 | ||
| 20 | 250-150-80 | 315-230-90 | 0,34-0,42-0,48 | ||
| Алюминиевое литье (Si<12%) | – | 3 | 230-150-80 | 315-230-90 | 0,06-0,09-0,11 |
| 4 | 230-150-80 | 315-230-90 | 0,13-0,20-0,26 | ||
| 6 | 230-150-80 | 315-230-90 | 0,16-0,22-0,28 | ||
| 8 | 230-150-80 | 315-230-90 | 0,18-0,26-0,32 | ||
| 10 | 230-150-80 | 315-230-90 | 0,20-0,30-0,38 | ||
| 12 | 230-150-80 | 315-230-90 | 0,22-0,34-0,42 | ||
| 14 | 230-150-80 | 315-230-90 | 0,24-0,36-0,44 | ||
| 16 | 230-150-80 | 315-230-90 | 0,28-0,38-0,46 | ||
| 18 | 230-150-80 | 315-230-90 | 0,32-0,40-0,48 | ||
| 20 | 230-150-80 | 315-230-90 | 0,34-0,42-0,48 | ||
| Алюминиевое литье (Si>12%) | – | 3 | 230-150-80 | 270-180-90 | 0,06-0,09-0,11 |
| 4 | 230-150-80 | 270-180-90 | 0,13-0,20-0,26 | ||
| 6 | 230-150-80 | 270-180-90 | 0,16-0,22-0,28 | ||
| 8 | 230-150-80 | 270-180-90 | 0,18-0,26-0,32 | ||
| 10 | 230-150-80 | 270-180-90 | 0,20-0,30-0,38 | ||
| 12 | 230-150-80 | 270-180-90 | 0,22-0,34-0,42 | ||
| 14 | 230-150-80 | 270-180-90 | 0,24-0,36-0,44 | ||
| 16 | 230-150-80 | 270-180-90 | 0,28-0,38-0,46 | ||
| 18 | 230-150-80 | 270-180-90 | 0,32-0,40-0,48 | ||
| 20 | 230-150-80 | 270-180-90 | 0,34-0,42-0,48 | ||
| Медь, сплавы меди | | 3 | 160-120-70 | 180-135-90 | 0,06-0,09-0,11 | |
| 4 | 160-120-70 | 180-135-90 | 0,13-0,20-0,26 | ||
| 6 | 160-120-70 | 180-135-90 | 0,16-0,22-0,28 | ||
| 8 | 160-120-70 | 180-135-90 | 0,18-0,26-0,32 | ||
| 10 | 160-120-70 | 180-135-90 | 0,20-0,30-0,38 | ||
| 12 | 160-120-70 | 180-135-90 | 0,22-0,34-0,42 | ||
| 14 | 160-120-70 | 180-135-90 | 0,24-0,36-0,44 | ||
| 16 | 160-120-70 | 180-135-90 | 0,28-0,38-0,46 | ||
| 18 | 160-120-70 | 180-135-90 | 0,32-0,40-0,48 | ||
| 20 | 160-120-70 | 180-135-90 | 0,34-0,42-0,48 | ||
Примечания:
- Для закрепления инструмента рекомендуется использовать гидравлический или цанговый патрон.
- Радиальное биение инструмента в шпинделе должно быть не более 0,02 мм.
- Режимы резания даны с учетом использования СОЖ.
| Диаметр сверла (DC), мм | 8.7 |
|---|---|
| Обрабатываемый металл | N (алюминий и прочие сплавы цветных металлов) |
| Тип сверла | Спиральное |
| Глубина сверления | 5D |
| Угол при вершине сверла (SIG) | 140° |
| Материал режущего инструмента | Твердый сплав |
| Серия сверл | SAL01 |
| Размер крепления режущего инструмента (DCON), мм | 10 |
| Каналы для СОЖ | Нет каналов |
| Посадка | Цилиндр |
| Длина сверла (OAL), мм | 103 |
| Длина рабочей части сверла (LCF), мм | 61 |
| Особенности | Сверло для обработки алюминия |
| Бренд | AdvaСut |
| Вид номенклатуры | Монолитные (цельные) твердосплавные сверла |
Серия сверл: SAL01
Сверла SAL01 разработаны для обработки алюминиевых сплавов, меди и композитных материалов.
Режимы резания
| Обрабатываемый материал | Твердость | DC, мм | Скорость резания Vc (м/мин) | Подача fn (мм/об) | |
|---|---|---|---|---|---|
без каналов СОЖ |
с каналами СОЖ |
||||
| N — Цветные металлы | |||||
| Деформируемые алюминиевые сплавы (Si<12%) | – | 3 | 250-150-80 | 315-230-90 | 0,06-0,09-0,11 |
| 4 | 250-150-80 | 315-230-90 | 0,13-0,20-0,26 | ||
| 6 | 250-150-80 | 315-230-90 | 0,16-0,22-0,28 | ||
| 8 | 250-150-80 | 315-230-90 | 0,18-0,26-0,32 | ||
| 10 | 250-150-80 | 315-230-90 | 0,20-0,30-0,38 | ||
| 12 | 250-150-80 | 315-230-90 | 0,22-0,34-0,42 | ||
| 14 | 250-150-80 | 315-230-90 | 0,24-0,36-0,44 | ||
| 16 | 250-150-80 | 315-230-90 | 0,28-0,38-0,46 | ||
| 18 | 250-150-80 | 315-230-90 | 0,32-0,40-0,48 | ||
| 20 | 250-150-80 | 315-230-90 | 0,34-0,42-0,48 | ||
| Алюминиевое литье (Si<12%) | – | 3 | 230-150-80 | 315-230-90 | 0,06-0,09-0,11 |
| 4 | 230-150-80 | 315-230-90 | 0,13-0,20-0,26 | ||
| 6 | 230-150-80 | 315-230-90 | 0,16-0,22-0,28 | ||
| 8 | 230-150-80 | 315-230-90 | 0,18-0,26-0,32 | ||
| 10 | 230-150-80 | 315-230-90 | 0,20-0,30-0,38 | ||
| 12 | 230-150-80 | 315-230-90 | 0,22-0,34-0,42 | ||
| 14 | 230-150-80 | 315-230-90 | 0,24-0,36-0,44 | ||
| 16 | 230-150-80 | 315-230-90 | 0,28-0,38-0,46 | ||
| 18 | 230-150-80 | 315-230-90 | 0,32-0,40-0,48 | ||
| 20 | 230-150-80 | 315-230-90 | 0,34-0,42-0,48 | ||
| Алюминиевое литье (Si>12%) | – | 3 | 230-150-80 | 270-180-90 | 0,06-0,09-0,11 |
| 4 | 230-150-80 | 270-180-90 | 0,13-0,20-0,26 | ||
| 6 | 230-150-80 | 270-180-90 | 0,16-0,22-0,28 | ||
| 8 | 230-150-80 | 270-180-90 | 0,18-0,26-0,32 | ||
| 10 | 230-150-80 | 270-180-90 | 0,20-0,30-0,38 | ||
| 12 | 230-150-80 | 270-180-90 | 0,22-0,34-0,42 | ||
| 14 | 230-150-80 | 270-180-90 | 0,24-0,36-0,44 | ||
| 16 | 230-150-80 | 270-180-90 | 0,28-0,38-0,46 | ||
| 18 | 230-150-80 | 270-180-90 | 0,32-0,40-0,48 | ||
| 20 | 230-150-80 | 270-180-90 | 0,34-0,42-0,48 | ||
| Медь, сплавы меди | | 3 | 160-120-70 | 180-135-90 | 0,06-0,09-0,11 | |
| 4 | 160-120-70 | 180-135-90 | 0,13-0,20-0,26 | ||
| 6 | 160-120-70 | 180-135-90 | 0,16-0,22-0,28 | ||
| 8 | 160-120-70 | 180-135-90 | 0,18-0,26-0,32 | ||
| 10 | 160-120-70 | 180-135-90 | 0,20-0,30-0,38 | ||
| 12 | 160-120-70 | 180-135-90 | 0,22-0,34-0,42 | ||
| 14 | 160-120-70 | 180-135-90 | 0,24-0,36-0,44 | ||
| 16 | 160-120-70 | 180-135-90 | 0,28-0,38-0,46 | ||
| 18 | 160-120-70 | 180-135-90 | 0,32-0,40-0,48 | ||
| 20 | 160-120-70 | 180-135-90 | 0,34-0,42-0,48 | ||
Примечания:
- Для закрепления инструмента рекомендуется использовать гидравлический или цанговый патрон.
- Радиальное биение инструмента в шпинделе должно быть не более 0,02 мм.
- Режимы резания даны с учетом использования СОЖ.