Фрезы концевые твердосплавные монолитные
Скидка 9%
Заканчивается

Фреза концевая твердосплавная AHL180-CRCM4-030-009-030, с радиусом при вершине, ØD 3 мм
AC.GSE05515
AdvaCut - Арт. AC.GSE05515
Заканчивается
Бывший AC.GSE02318 - AHL180-R4-03003
Бывший AC.GSE02318 - AHL180-R4-03003
995,
72 ₽
1 094,19 ₽
Цена c НДС, рассчитана по прайс-листу от 10.03.2026
Цена c НДС, с учетом доставки до завода покупателя. Пуско-наладочные работы и обучение оплачиваются сервисной компании отдельно.
Доставка до ПВЗ "СДЭК" или "Деловые Линии"
4 шт. - Наро-Фоминск (Москва и Московская обл.) - Центральный склад
Основные параметры
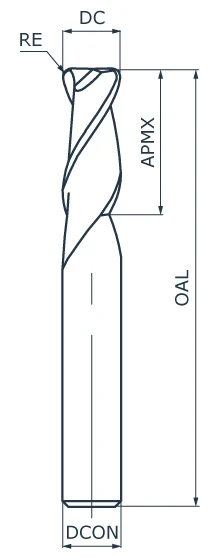
| Диаметр фрезы, мм (DC) | 3 |
|---|---|
| Обрабатываемый металл | H (твердые сплавы) |
| Применяемость | Общая обработка материалов высокой твердости |
| Профиль фрезы | Радиус при вершине (CR) |
| Число зубьев | 4 |
| Длина режущей части фрезы, мм (APMX) | 9 |
| Радиус при вершине R / Фаска C, мм (RE/CHW) | R0,3 |
| Материал режущего инструмента | Твердый сплав |
| Конструкция фрезы | Стандартный размер (CM) |
| Длина обнижения, мм (LU) | Нет значения |
| Размер крепления режущего инструмента (DCON), мм | 4 |
| Длина фрезы, мм (OAL) | 50 |
| Угол наклона режущей кромки | 45° |
| Каналы для СОЖ | Нет каналов |
| Тип фрезы | Концевая |
| Посадка | Цилиндр |
| Покрытие | TiAlN |
| Серия твердосплавных фрез | AHL180 |
| Особенности | Нет значения |
| Бренд | AdvaСut |
| Вид номенклатуры | Фрезы концевые твердосплавные монолитные |
Серия твердосплавных фрез: AHL180
- Подходит для чистовой обработки закаленных сталей с твердостью 48-55HRC.
- Рекомендуется использовать воздушное охлаждение или масляный туман.
Режимы резания
| Обрабатываемый материал | Твердость | Применение | Глубина ap (мм), ширина ae (мм) | Скорость резания Vc (м/мин) | Диаметр DC (мм) | ∅2 | ∅4 | ∅6 | ∅8 | ∅10 | ∅12 | ∅16 | ∅20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| AHL184-SQCM2, -CRCM2 | H — Материалы высокой твердости | Закаленная сталь | <HRC55 |  Обработка уступа |
ap≤1DC ae≤0,05DC |
120 | Частота вращения n (мин–1) | 19110 | 9550 | 6370 | 4780 | 3820 | 3190 | 2390 | 1910 |
| Подача Vf (мм/мин) | 380 | 380 | 380 | 380 | 370 | 360 | 310 | 290 | |||||
| Закаленная сталь | HRC55-60 | Обработка уступа |
ap≤0,7DC ae≤0,03DC |
90 | Частота вращения n (мин–1) | 15920 | 11940 | 7960 | 5970 | 4780 | 3980 | 2990 | 2390 |
| Подача Vf (мм/мин) | 260 | 360 | 370 | 360 | 360 | 330 | 320 | 290 | |||||
| AHL184-SQCM4, -SQTL4, -SQCM6, -CRCM4, -CRTL4 | H — Материалы высокой твердости | Закаленная сталь | <HRC55 | Обработка уступа |
ap≤1DC ae≤0,05DC |
120 | Частота вращения n (мин–1) | 19110 | 9550 | 6370 | 4780 | 3820 | 3190 | 2390 | 1910 |
| Подача Vf (мм/мин) | 760 | 760 | 760 | 760 | 730 | 710 | 620 | 570 | |||||
| Закаленная сталь | HRC55-60 | Обработка уступа |
ap≤0,7DC ae≤0,03DC |
90 | Частота вращения n (мин–1) | 15920 | 11940 | 7960 | 5970 | 4780 | 3980 | 2990 | 2390 |
| Подача Vf (мм/мин) | 510 | 720 | 730 | 720 | 730 | 670 | 630 | 570 | |||||
| Обрабатываемый материал | Твердость | Применение | Глубина ap (мм), ширина ae (мм) | Скорость резания Vc (м/мин) | Диаметр DC (мм) | ∅2 | ∅4 | ∅6 | ∅8 | ∅10 | ∅12 | ∅14 | ∅16 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| AHL180-BNCM2, -BNTL2 | |||||||||||||
| H — Материалы высокой твердости | |||||||||||||
| Закаленная сталь | <HRC55 |  Контурная обработка |
ap≤0,03DC ae≤0,03DC |
200 | Частота вращения n (мин–1) | 31850 | 15920 | 10620 | 7960 | 6370 | 5310 | 4550 | 3980 |
| Подача Vf (мм/мин) | 510 | 570 | 590 | 610 | 570 | 570 | 530 | 490 | |||||
| Закаленная сталь | HRC55-60 | Контурная обработка |
ap≤0,02DC ae≤0,03DC |
150 | Частота вращения n (мин–1) | 23890 | 11940 | 7960 | 5970 | 4780 | 3980 | 3410 | 2990 |
| Подача Vf (мм/мин) | 330 | 310 | 320 | 330 | 330 | 320 | 310 | 300 | |||||
| AHL180-BNCM4 | |||||||||||||
| H — Материалы высокой твердости | |||||||||||||
| Закаленная сталь | <HRC55 | Контурная обработка |
ap≤0,03DC ae≤0,03DC |
200 | Частота вращения n (мин–1) | 31850 | 15920 | 10620 | 7960 | 6370 | 5310 | 4550 | 3980 |
| Подача Vf (мм/мин) | 1020 | 1150 | 1190 | 1210 | 1150 | 1150 | 1060 | 990 | |||||
| Закаленная сталь | HRC55-60 | Контурная обработка |
ap≤0,02DC ae≤0,03DC |
150 | Частота вращения n (мин–1) | 23890 | 11940 | 7960 | 5970 | 4780 | 3980 | 3410 | 2990 |
| Подача Vf (мм/мин) | 670 | 620 | 640 | 670 | 670 | 640 | 610 | 600 | |||||
Примечание: режимы резания указаны для наладки, когда вылет инструмента составляет менее 4DC. Если вылет инструмента более 4DC, то скорость, подачу и глубину резания необходимо снизить.
| Диаметр фрезы, мм (DC) | 3 |
|---|---|
| Обрабатываемый металл | H (твердые сплавы) |
| Применяемость | Общая обработка материалов высокой твердости |
| Профиль фрезы | Радиус при вершине (CR) |
| Число зубьев | 4 |
| Длина режущей части фрезы, мм (APMX) | 9 |
| Радиус при вершине R / Фаска C, мм (RE/CHW) | R0,3 |
| Материал режущего инструмента | Твердый сплав |
| Конструкция фрезы | Стандартный размер (CM) |
| Длина обнижения, мм (LU) | Нет значения |
| Размер крепления режущего инструмента (DCON), мм | 4 |
| Длина фрезы, мм (OAL) | 50 |
| Угол наклона режущей кромки | 45° |
| Каналы для СОЖ | Нет каналов |
| Тип фрезы | Концевая |
| Посадка | Цилиндр |
| Покрытие | TiAlN |
| Серия твердосплавных фрез | AHL180 |
| Особенности | Нет значения |
| Бренд | AdvaСut |
| Вид номенклатуры | Фрезы концевые твердосплавные монолитные |
Серия твердосплавных фрез: AHL180
- Подходит для чистовой обработки закаленных сталей с твердостью 48-55HRC.
- Рекомендуется использовать воздушное охлаждение или масляный туман.
Режимы резания
| Обрабатываемый материал | Твердость | Применение | Глубина ap (мм), ширина ae (мм) | Скорость резания Vc (м/мин) | Диаметр DC (мм) | ∅2 | ∅4 | ∅6 | ∅8 | ∅10 | ∅12 | ∅16 | ∅20 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| AHL184-SQCM2, -CRCM2 | H — Материалы высокой твердости | Закаленная сталь | <HRC55 | Обработка уступа |
ap≤1DC ae≤0,05DC |
120 | Частота вращения n (мин–1) | 19110 | 9550 | 6370 | 4780 | 3820 | 3190 | 2390 | 1910 |
| Подача Vf (мм/мин) | 380 | 380 | 380 | 380 | 370 | 360 | 310 | 290 | |||||
| Закаленная сталь | HRC55-60 | Обработка уступа |
ap≤0,7DC ae≤0,03DC |
90 | Частота вращения n (мин–1) | 15920 | 11940 | 7960 | 5970 | 4780 | 3980 | 2990 | 2390 |
| Подача Vf (мм/мин) | 260 | 360 | 370 | 360 | 360 | 330 | 320 | 290 | |||||
| AHL184-SQCM4, -SQTL4, -SQCM6, -CRCM4, -CRTL4 | H — Материалы высокой твердости | Закаленная сталь | <HRC55 | Обработка уступа |
ap≤1DC ae≤0,05DC |
120 | Частота вращения n (мин–1) | 19110 | 9550 | 6370 | 4780 | 3820 | 3190 | 2390 | 1910 |
| Подача Vf (мм/мин) | 760 | 760 | 760 | 760 | 730 | 710 | 620 | 570 | |||||
| Закаленная сталь | HRC55-60 | Обработка уступа |
ap≤0,7DC ae≤0,03DC |
90 | Частота вращения n (мин–1) | 15920 | 11940 | 7960 | 5970 | 4780 | 3980 | 2990 | 2390 |
| Подача Vf (мм/мин) | 510 | 720 | 730 | 720 | 730 | 670 | 630 | 570 | |||||
| Обрабатываемый материал | Твердость | Применение | Глубина ap (мм), ширина ae (мм) | Скорость резания Vc (м/мин) | Диаметр DC (мм) | ∅2 | ∅4 | ∅6 | ∅8 | ∅10 | ∅12 | ∅14 | ∅16 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| AHL180-BNCM2, -BNTL2 | |||||||||||||
| H — Материалы высокой твердости | |||||||||||||
| Закаленная сталь | <HRC55 | Контурная обработка |
ap≤0,03DC ae≤0,03DC |
200 | Частота вращения n (мин–1) | 31850 | 15920 | 10620 | 7960 | 6370 | 5310 | 4550 | 3980 |
| Подача Vf (мм/мин) | 510 | 570 | 590 | 610 | 570 | 570 | 530 | 490 | |||||
| Закаленная сталь | HRC55-60 | Контурная обработка |
ap≤0,02DC ae≤0,03DC |
150 | Частота вращения n (мин–1) | 23890 | 11940 | 7960 | 5970 | 4780 | 3980 | 3410 | 2990 |
| Подача Vf (мм/мин) | 330 | 310 | 320 | 330 | 330 | 320 | 310 | 300 | |||||
| AHL180-BNCM4 | |||||||||||||
| H — Материалы высокой твердости | |||||||||||||
| Закаленная сталь | <HRC55 | Контурная обработка |
ap≤0,03DC ae≤0,03DC |
200 | Частота вращения n (мин–1) | 31850 | 15920 | 10620 | 7960 | 6370 | 5310 | 4550 | 3980 |
| Подача Vf (мм/мин) | 1020 | 1150 | 1190 | 1210 | 1150 | 1150 | 1060 | 990 | |||||
| Закаленная сталь | HRC55-60 | Контурная обработка |
ap≤0,02DC ae≤0,03DC |
150 | Частота вращения n (мин–1) | 23890 | 11940 | 7960 | 5970 | 4780 | 3980 | 3410 | 2990 |
| Подача Vf (мм/мин) | 670 | 620 | 640 | 670 | 670 | 640 | 610 | 600 | |||||
Примечание: режимы резания указаны для наладки, когда вылет инструмента составляет менее 4DC. Если вылет инструмента более 4DC, то скорость, подачу и глубину резания необходимо снизить.