Фрезы концевые твердосплавные монолитные
Скидка 9%
Под заказ

Фреза концевая твердосплавная ATL172-CRTL5-200-150-400, с радиусом при вершине, удлиненный хвостовик, ØD 20 мм
AC.GSE05370
AdvaCut - Арт. AC.GSE05370
Под заказ
33 576,
56 ₽
36 897,31 ₽
Цена c НДС, рассчитана по прайс-листу от 09.03.2026
Цена c НДС, с учетом доставки до завода покупателя. Пуско-наладочные работы и обучение оплачиваются сервисной компании отдельно.
Доставка до ПВЗ "СДЭК" или "Деловые Линии"
Основные параметры
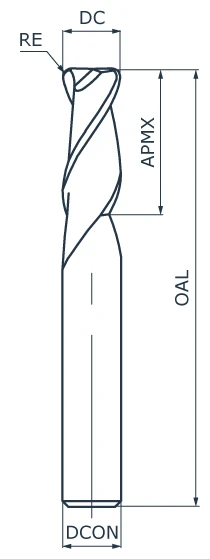
| Диаметр фрезы, мм (DC) | 20 |
|---|---|
| Обрабатываемый металл | Р (сталь), M (нержавеющая сталь), K (чугун), S (жаропрочные сплавы) |
| Применяемость | Высокоэффективная обработка титана |
| Профиль фрезы | Радиус при вершине (CR) |
| Число зубьев | 5 |
| Длина режущей части фрезы, мм (APMX) | 50 |
| Материал режущего инструмента | Твердый сплав |
| Радиус при вершине R / Фаска C, мм (RE/CHW) | R4 |
| Конструкция фрезы | Удлиненный хвостовик (TL) |
| Длина обнижения, мм (LU) | Нет значения |
| Размер крепления режущего инструмента (DCON), мм | 20 |
| Длина фрезы, мм (OAL) | 150 |
| Угол наклона режущей кромки | Нет значения |
| Каналы для СОЖ | Нет каналов |
| Тип фрезы | Концевая |
| Посадка | Цилиндр |
| Покрытие | PVD |
| Серия твердосплавных фрез | ATL172 |
| Особенности | Переменный шаг зуба |
| Бренд | AdvaСut |
| Вид номенклатуры | Фрезы концевые твердосплавные монолитные |
Серия твердосплавных фрез: ATL172
- Фрезы подходят для высокопроизводительной обработки титановых сплавов, используемых, например, в аэрокосмической промышленности и медицине.
- Новый фрезерный сплав фрез имеет повышенную износостойкость и устойчивость к наростообразованию.
- Специальная обработка радиуса при вершине увеличивает остроту и прочность режущей кромки, способствует снижению вибраций.
- Конструкция фрез с большим углом наклона винтовой линии и переменным шагом зуба позволяет работать с более высокой подачей и глубиной резания.
Режимы резания
| Обрабатываемый материал | Твердость | Применение | Глубина ap (мм), ширина ae (мм) | Скорость резания Vc (м/мин) | Диаметр DC (мм) | ∅2 | ∅3 | ∅4 | ∅5 | ∅6 | ∅8 | ∅10 | ∅12 | ∅16 | ∅20 | ∅25 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ATL172-SQCM4, -CRCM4, -CRTL4, -CRFN4 | ||||||||||||||||
| S — Жаропрочные сплавы | ||||||||||||||||
| Сплавы титана | – |  Обработка уступа |
ap≤1,5DC ae≤0,3DC |
60-70-80 | Частота вращения n (мин–1) | 11140 | 7430 | 5570 | 4460 | 3720 | 2790 | 2230 | 1860 | 1400 | 1120 | 895 |
| Подача Vf (мм/мин) | 670 | 600 | 560 | 540 | 630 | 620 | 630 | 640 | 620 | 540 | 430 | |||||
 Обработка паза |
ap≤1DC ae≤1DC |
50-60-70 | Частота вращения n (мин–1) | 9550 | 6370 | 4780 | 3820 | 3200 | 2390 | 1910 | 1600 | 1200 | 960 | 770 | ||
| Подача Vf (мм/мин) | 390 | 300 | 285 | 255 | 255 | 285 | 300 | 315 | 285 | 285 | 245 | |||||
| Обрабатываемый материал | Твердость | Применение | Глубина ap (мм), ширина ae (мм) | Скорость резания Vc (м/мин) | Диаметр DC (мм) | ∅6 | ∅8 | ∅10 | ∅12 | ∅16 | ∅20 | ∅25 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ATL172-CRCM5, -CRTL5, -CRFN5 | Сплавы титана | – | Обработка уступа |
ap≤1,5DC ae≤0,3DC |
60-70-80 | Частота вращения n (мин–1) | 3720 | 2790 | 2230 | 1860 | 1400 | 1120 | 895 | |||
| 780 | 765 | 780 | 790 | 765 | 670 | 535 | ||||||||||
Обработка паза |
ap≤1DC ae≤1DC |
50-60-70 | Частота вращения n (мин–1) | 3200 | 2390 | 1910 | 1600 | 1200 | 960 | 770 | ||||||
| Подача Vf (мм/мин) | 320 | 360 | 375 | 400 | 360 | 360 | 305 | |||||||||
| Диаметр фрезы, мм (DC) | 20 |
|---|---|
| Обрабатываемый металл | Р (сталь), M (нержавеющая сталь), K (чугун), S (жаропрочные сплавы) |
| Применяемость | Высокоэффективная обработка титана |
| Профиль фрезы | Радиус при вершине (CR) |
| Число зубьев | 5 |
| Длина режущей части фрезы, мм (APMX) | 50 |
| Материал режущего инструмента | Твердый сплав |
| Радиус при вершине R / Фаска C, мм (RE/CHW) | R4 |
| Конструкция фрезы | Удлиненный хвостовик (TL) |
| Длина обнижения, мм (LU) | Нет значения |
| Размер крепления режущего инструмента (DCON), мм | 20 |
| Длина фрезы, мм (OAL) | 150 |
| Угол наклона режущей кромки | Нет значения |
| Каналы для СОЖ | Нет каналов |
| Тип фрезы | Концевая |
| Посадка | Цилиндр |
| Покрытие | PVD |
| Серия твердосплавных фрез | ATL172 |
| Особенности | Переменный шаг зуба |
| Бренд | AdvaСut |
| Вид номенклатуры | Фрезы концевые твердосплавные монолитные |
Серия твердосплавных фрез: ATL172
- Фрезы подходят для высокопроизводительной обработки титановых сплавов, используемых, например, в аэрокосмической промышленности и медицине.
- Новый фрезерный сплав фрез имеет повышенную износостойкость и устойчивость к наростообразованию.
- Специальная обработка радиуса при вершине увеличивает остроту и прочность режущей кромки, способствует снижению вибраций.
- Конструкция фрез с большим углом наклона винтовой линии и переменным шагом зуба позволяет работать с более высокой подачей и глубиной резания.
Режимы резания
| Обрабатываемый материал | Твердость | Применение | Глубина ap (мм), ширина ae (мм) | Скорость резания Vc (м/мин) | Диаметр DC (мм) | ∅2 | ∅3 | ∅4 | ∅5 | ∅6 | ∅8 | ∅10 | ∅12 | ∅16 | ∅20 | ∅25 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ATL172-SQCM4, -CRCM4, -CRTL4, -CRFN4 | ||||||||||||||||
| S — Жаропрочные сплавы | ||||||||||||||||
| Сплавы титана | – | Обработка уступа |
ap≤1,5DC ae≤0,3DC |
60-70-80 | Частота вращения n (мин–1) | 11140 | 7430 | 5570 | 4460 | 3720 | 2790 | 2230 | 1860 | 1400 | 1120 | 895 |
| Подача Vf (мм/мин) | 670 | 600 | 560 | 540 | 630 | 620 | 630 | 640 | 620 | 540 | 430 | |||||
Обработка паза |
ap≤1DC ae≤1DC |
50-60-70 | Частота вращения n (мин–1) | 9550 | 6370 | 4780 | 3820 | 3200 | 2390 | 1910 | 1600 | 1200 | 960 | 770 | ||
| Подача Vf (мм/мин) | 390 | 300 | 285 | 255 | 255 | 285 | 300 | 315 | 285 | 285 | 245 | |||||
| Обрабатываемый материал | Твердость | Применение | Глубина ap (мм), ширина ae (мм) | Скорость резания Vc (м/мин) | Диаметр DC (мм) | ∅6 | ∅8 | ∅10 | ∅12 | ∅16 | ∅20 | ∅25 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ATL172-CRCM5, -CRTL5, -CRFN5 | Сплавы титана | – | Обработка уступа |
ap≤1,5DC ae≤0,3DC |
60-70-80 | Частота вращения n (мин–1) | 3720 | 2790 | 2230 | 1860 | 1400 | 1120 | 895 | |||
| 780 | 765 | 780 | 790 | 765 | 670 | 535 | ||||||||||
Обработка паза |
ap≤1DC ae≤1DC |
50-60-70 | Частота вращения n (мин–1) | 3200 | 2390 | 1910 | 1600 | 1200 | 960 | 770 | ||||||
| Подача Vf (мм/мин) | 320 | 360 | 375 | 400 | 360 | 360 | 305 | |||||||||